Широкое применение нержавеющих сталей объясняется их хорошей устойчивостью к коррозии, достигнутой специальным легированием. Чтобы при нагревании во время соединения конструкций свойства металла не ухудшились, применяется сварка нержавейки аргоном. Рассмотрим тонкости такой технологии, ее преимущества и недостатки, а также оборудование и материалы для этого процесса.
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-nerzhaveyki-argonom.html
Содержание
В чем заключаются сложности сварки нержавеющей стали
Сложность сварки нержавейки объясняется свойствами данного металла, которые ему придают легирующие добавки. По сравнению с низкоуглеродистой сталью, нержавейка имеет более низкую теплопроводность (в два раза ниже), что является негативным фактором для сварочных работ. Высокая температура из-за низкой теплопроводности металла будет концентрироваться в месте выполнения соединения и недостаточно активно отводиться от него. Это может стать причиной перегрева области соединения и даже прожога металла. Именно поэтому технология сварки нержавейки предусматривает снижение сварочного тока: его значение выбирается на 20% ниже, чем при сварке обычных сталей.
Дисплей сварочного полуавтомата с цифровой индикацией рабочего тока и напряжения
Еще одной характеристикой нержавеющей стали, которую обязательно следует учитывать при сварке, является повышенный коэффициент линейного расширения и, как следствие, значительная линейная усадка. Именно это свойство нержавейки приводит к тому, что детали из нее при выполнении сварочных работ подвергаются значительным деформациям, нередко приводящим к появлению трещин на их поверхности. Учитывая это, между соединяемыми заготовками следует оставлять больший зазор, который будет компенсировать деформационные процессы.
Нержавейка отличается повышенным электрическим сопротивлением, что очень негативно сказывается на сварке, если она выполняется электродом из высоколегированной стали. Такой электрод, который также имеет большое электрическое сопротивление, начинает сильно нагреваться. Это приводит к ухудшению качества формируемого сварного шва. Если вы соберетесь варить нержавейку такими электродами, следует использовать изделия минимальной длины.
Трещина сварного шва – самый опасный дефект, приводящий к разрушению конструкции
Если при сварке нержавейки не соблюдать правильный термический режим, этот сплав может утратить свои антикоррозионные свойства.
Объясняется это следующим. При значительном нагреве (свыше 500 градусов) на границах кристаллических зерен металла начинают образовываться карбид хрома и железа. Так появляются очаги возникновения и дальнейшего распространения коррозии. Чтобы избежать этого негативного явления, которое носит название межкристаллитной коррозии, необходимо очень быстро охлаждать детали из нержавейки сразу после окончания сварочных работ. Однако указанный метод эффективен лишь в том случае, если вы варите нержавеющую сталь хромоникелевой группы.
Источник: http://met-all.org/obrabotka/svarka/svarka-nerzhavejki-argonom.html
Общая информация
Нержавеющий тип стали не подвержен коррозии. Этому металлу практически не страшна ржавчина даже без защитных спецвеществ. В этом основа популярности нержавеющей стали.
При правильном уходе она пригодна к использованию десятилетиями, а потому пользуется заслуженным спросом. Элементы хрома, никеля и титана, включенные в состав этой стали, улучшают ее физико-механические показатели.
Что тоже причина применения в разных областях.
К достоинствам нержавейки относится то, как она выглядит. Благодаря яркому, характерному блеску, вещи из такой стали зачастую не окрашивают.
А потому сварочные соединения на стальных изделиях необходимо делать не только надежными, но еще и сохраняющими внешний вид стали. Однако это лишь один из моментов работы со сталью.
Работать с нержавеющей сталью сложно. Те же характеристики состава, что защищают металл от ржавчины, делают его сварку непростой задачей. Эта статья о важных моментах сварочных работ с нержавейкой.
Ведь это задача, к которой требуется особая подготовка.
Источник: https://prosvarku.info/tehnika-svarki/svarka-nerzhaveyushhej-stali-argonom
Оборудование
Чтобы сварить нержавеющую сталь, необходим источник тока с настройками: бесконтактного поджига и заварки кратера.
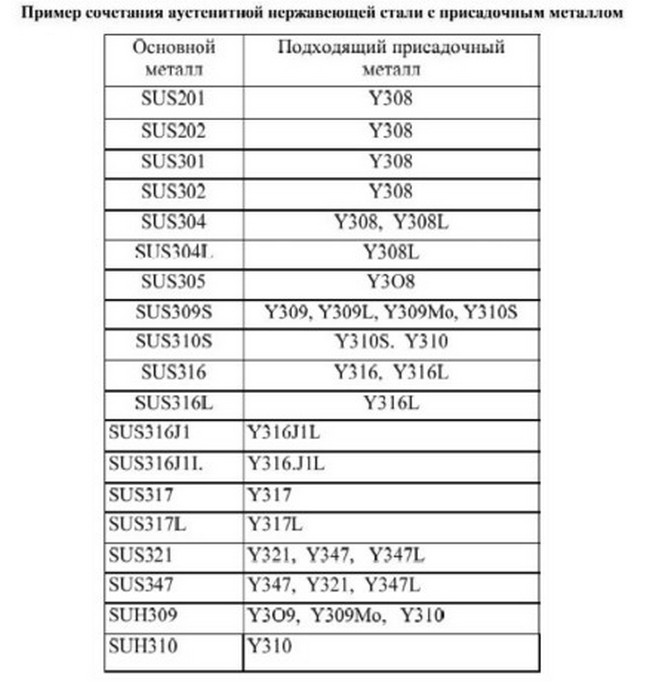
Присадочный пруток должен быть одного состава с свариваемым материалом, чтобы обеспечить шов прочностью и коррозийной стойкостью. Например, широко распространенная нержавейка — это 304, значит проволока должна быть Y308. Более наглядно в таблице:
Для уменьшения расхода газа и лучшей защиты сварочной ванны используйте в горелке — газовую линзу с сеточкой. Для линзы выпускаются сопла с разными диаметрами. Чем больше размер, тем лучше защита.
Для наших целей подойдет №5. Такой диаметр позволяет подбираться к труднодоступным местам.

Благодаря газовой линзе, можно выдвигать электрод до 10 мм.
Вольфрамовые электроды, при сварке нержавейки аргоном можно использовать универсальные. Диаметр зависит от толщины металла. Например, электрод диаметром 1 мм (выдерживает ток до 50 А), применяется для толщины заготовок 0,7-1,6 мм.

При токе свыше 50 А, рекомендуется устанавливать электроды от 1,6 мм.
Источник: https://plavitmetall.ru/svarka/nerzhavejki-argonom.html
Подготовка материала
Как вы обрабатываете низкоуглеродистую сталь, так же и кромки нержавейки очищаются и подгоняются перед сварочными работами. Очищаете стальной щеткой материал до блеска и обезжириваете любым растворителем.
Учтите нюанс — для усадки шва, сварочный стык делайте с небольшим зазором.
Знайте, не всё блестящее относится к нержавеющей стали. Проверить металл можно с помощью магнита:
- если притяжения нет, значит перед нами нержавейка;
- если материал прилип к магниту, значит — это обычная сталь.
Источник: https://plavitmetall.ru/svarka/nerzhavejki-argonom.html
Технология сваривания аргоном

Аргонодуговая сварка нержавеющей стали – задача для мастера, имеющего большой опыт. Однако выполнить ее способен и новичок. Но сначала стоит провести пару тренировочных проб на непригодных деталях, которые допустимо загнать в брак.
Аргонное сваривание чаще всего применяется для тонкостенных элементов. Ведь эта методика сварочного процесса достаточно аккуратна. В выполнении обработки тонкостенной нержавеющей стали аргонодуговым методом важную роль играет подбор оборудования.
Работе с нержавейкой подходит полуавтоматический аппарат. Это классический вариант. Он довольно сложный в применении, однако наличие достаточного опыта обеспечивает надежный и эстетичный шов.
Перед работой происходит настройка прибора. Полярность включается зачастую прямая. Также в настройках есть два типа тока – переменный и постоянный. Этот параметр устанавливается отдельно для каждой детали.
При аргонодуговой сварке нержавейки применяется сварочный пруток, а также вольфрамовый электрод. Важным звеном является газовая горелка, в которой закрепляется электрод. Через нее же подается аргон.
Движение газовой горелки происходит вручную. Важно помнить, что проводится она вдоль оси сварочного шва. Движение поперек строго запрещено.
При проведении горелкой поперек соединения, аргон будет не способен защищать зону сварки от разрушительного кислородного воздействия. Это снизит надежность и качественность соединения, и деталь уйдет в выбраковку.
Обратная сторона сварочного шва также требует защиты. Для этого аргон подается также и на ту сторону детали. Это увеличивает расход газа, однако повышает надежность шва.
Работая с тонкостенными деталями из нержавеющей стали край электрода предварительно оплавляется. Это мера предосторожности во имя избежания загрязнения пришовной поверхности детали.
Ведь эстетичность соединения — главный параметр в работе с нержавейкой. Подкладки из графита, применяемые во время разжигания дуги, также обеспечивают более подходящий для такого типа стали вид шва.
Активность окисления металла либо вольфрамового электрода тоже является частой причиной нарушения сварочного процесса. Решением будет продолжение подачи аргона в сварочную ванну после завершения сварки.
Срок этого действия всего 15-20 сек. Однако это повысит качество швов и защитит их от трещин. А уровень расхода аргона при этом довольно мал.
Во время сваривания идеальный уровень расхода газа – 12 л. Стоит следить, чтобы он не был более 15 л. в минуту. Однако эти показатели свойственны высококвалифицированным мастерам, имеющим в этой области большой опыт.
Для начинающих специалистов перерасход – нормальное явление. С опытом процесс будет протекать быстрее, и этот показатель придет в норму.
Источник: https://prosvarku.info/tehnika-svarki/svarka-nerzhaveyushhej-stali-argonom
Подготовка металла

В работе со сваркой аргоном риск брака грозит еще на подготовительном этапе. Подготовительная стадия здесь достаточно важна. А потому отказываться от нее не стоит.
Ведь, в сущности, она состоит из тех же подготовительных действий, что и при аргонодуговом сваривании других металлов.
Вначале происходит разделывание кромок. Далее они зачищаются до блеска при помощи металлической щетки, либо шлифовальной машины. После этого рабочая зона обезжиривается специальной жидкостью.
Подойдет бензин, либо ацетоносодержащие вещества. Это делается для более качественной устойчивости дуги, что ускоряет процесс работы.
Не стоит забывать о сохраняющем от брака стыковом зазоре. Перед началом сварки проводится не только подготовка деталей, но и подбор комплектующих элементов.
При аргонном сваривании нержавейки применяется присадочный пруток. Важным нюансом в подборе прутка является степень легированности. Она должна быть выше, чем этот показатель у детали. Такие элементы стоит брать у проверенных компаний.
Приобретение более дешевого либо дорогого элемента не обеспечивает надежность результата сварки. При отсутствии опыта стоит попросить рекомендацию у более опытных сварщиков.
Мастера способны дать подсказку, где и у кого лучше взять качественные комплектующие для сварки нержавеющей стали аргоном.
Источник: https://prosvarku.info/tehnika-svarki/svarka-nerzhaveyushhej-stali-argonom
Это интересно: Как выполняется сварка оцинкованного металла своими руками?
Сварка неплавящимся электродом из вольфрама
Этот способ, используемый для соединения тонкостенных заготовок, называется TIG сваркой нержавейки. Работа выполняется аппаратом переменного или постоянного тока. Основным инструментом является горелка, через которую подается аргон, со вставленным в сопло вольфрамовым электродом. Наложение шва происходит за счет плавления присадочной проволоки. Ее подачу и перемещение горелки производят вручную.
Сварку аргоном нержавейки ведут вдоль линии шва без поперечных движений горелки. Это исключает выход сварочной ванны за пределы защищенной зоны, не давая жидкому металлу взаимодействовать с кислородом атмосферы. Для создания надежного соединения необходимо обеспечить подачу аргона и с противоположной стороны шва. Газа потратится больше, но улучшение качества того стоит. Чтобы кончик электрода не оплавлялся, а на свариваемых заготовках не оставались следы им не прикасаются к нержавейке. Дугу разжигают на графитовых или угольных пластинках с последующим переносом на металл.
Прежде чем приступить к работе производится настройка аппарата для сварки нержавейки. Для соединения двух деталей толщиной 1 мм на аппарате постоянного тока устанавливается прямая полярность (плюс подключен к электроду, минус — к деталям). Величина рабочего тока выбирается в пределах 30 — 50 А, а напряжение не выше 28 В. Скорость ведения сварки 12 — 28 см в минуту расходуя 3 — 5 литров аргона. Диаметр присадочной проволоки в зависимости от условий выбирают в пределах 0,8 — 1,6 мм.
Горелка держится с наклоном 70 — 80˚. Присадочную проволоку вводят под углом 10 — 15˚. Для быстрого охлаждения шва и электрода аргон перекрывают спустя 10 — 15 секунд после прекращения сварки. Потери газа незначительны, а качество соединения и продолжительность службы вольфрамового стержня увеличиваются.
Источник: https://svarkaprosto.ru/tehnologii/kak-varit-argonom-nerzhavejku
Соединение тонкого металла
Сварка тонкой нержавейки — нюансы технологии. При таком соединении, рекомендуется под заготовки подкладывать медную пластину.
Медная пластина для комфортного соединения изделий
Которая служит для:
- защиты шва с другой стороны;
- отвода тепла;
- жесткой фиксации гибких пластин.
Правильные настройки аппарата. Сварка аргоном нержавейки толщиной 1 мм выполняется, при режиме 35-37 А и заварке кратера (DOWN SLOPE) 3 секунды. Газ после сварки (POST FLOW), можно поставить 4 секунды — этого достаточно для остывания металла.
Если кромки заготовок хорошо подогнаны друг к дружке и крепко зафиксированные, то аргоновая сварка нержавейки может выполняться без присадочной проволоки.

Варим без присадки
Видео:
Источник: https://plavitmetall.ru/svarka/nerzhavejki-argonom.html
Сварка с помощью полуавтомата
Сварка полуавтоматом, производимая в среде аргона, позволяет значительно увеличить производительность работ. Такую технологию можно использовать для соединения деталей из нержавейки даже значительной толщины. Наряду с высокой производительностью, технология сварки полуавтоматом в среде аргона позволяет получать соединения, отличающиеся высоким качеством, надежностью, привлекательным внешним видом.
Режим сварки фланца с трубой: горелка на 11 часов, направление вращения по стрелке
Существует несколько нюансов сварки нержавейки полуавтоматом, которые обязательно следует учитывать в работе. Сварочная проволока для повышения качества формируемого соединения должна обязательно содержать в своем составе никель. Если необходимо варить детали большой толщины, то в состав защитного газа, кроме аргона, добавляют углекислый газ, который обеспечивает лучшую смачиваемость краев шва.
Сварка нержавейки полуавтоматом в защитной среде аргона может выполняться по нескольким технологиям – с использованием:
- короткой дуги;
- струйного переноса;
- импульсного режима.
Наиболее контролируемой является технология с использованием импульсного режима. В данном случае сварочная проволока подается в зону действия дуги короткими импульсами. Это позволяет минимизировать разбрызгивание расплавленного металла, уменьшить зону термического воздействия на основной металл, снизить расход дорогостоящей сварочной проволоки. Обработка готового шва и прилегающей к нему поверхности при использовании данной технологии занимает минимальное количество времени, так как брызги металла на них практически отсутствуют.
При помощи струйного переноса можно варить детали большой толщины, а короткая дуга больше подходит для соединения тонких изделий. Лучше познакомиться с особенностями перечисленных технологий позволяют видео.
Источник: http://met-all.org/obrabotka/svarka/svarka-nerzhavejki-argonom.html
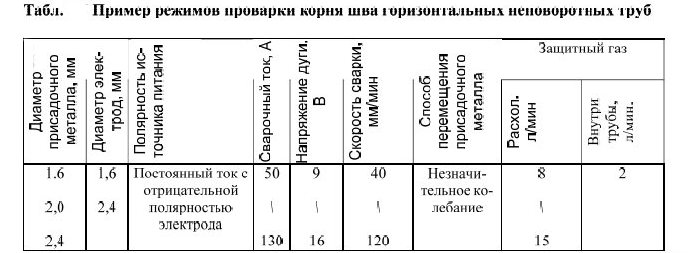
Сварка труб
У нас в быту есть трубопроводы, многие сделаны из нержавеющих сталей. Соединение таких труб тоже имеет свои трудности. Технология требует качество сварных швов, что достигается газовой защитой изнутри.
Как запустить газ аргон внутрь трубы? Все просто: одну сторону трубы необходимо заглушить подручными материалами:
- бумагой;
- тканью;
- резиной;
- поролоном и т.п.
В заглушку вставить трубку для подачи газа, а конструкцию обмотать скотчем или клейкой лентой. Давление аргона на подаче выставляется небольшое (определяется опытным путем), чтобы расплавленный металл не выдувало. Такое приспособление поможет сварить трубы качественно.
Настройка аппарата для толстого металла. Аргоновая сварка нержавейки металла толщиной 3 мм требует установку тока в 65 А, заварку кратера — 3 сек., газ после сварки — 4 сек.
Источник: https://plavitmetall.ru/svarka/nerzhavejki-argonom.html
Как варить нержавейку аргоном
Опытные сварщики советуют:
- Обеспечивать минимальную дугу при работе, а неплавкий электрод располагать максимально близко к свариваемому металлу не касаясь его. Большая дуга не позволяет проплавлять деталь на всю глубину шва и повышает его ширину, ухудшая качество соединения.
- Для предотвращения окисления не нужно допускать резкую подачу проволоки при ручной сварке. Она должна быть постоянно в защитной зоне аргона.
- Качество проплавления шва можно определить визуально по форме наплывов проволочной ванны. Если они удлинены в направлении сварного шва, то качество проплавления хорошее, если они круглые или овальные, проплав не достаточно глубокий.
- Конец шва нужно заваривать, уменьшая силу тока. При резком обрывании дуги и отводе горелки с аргоном защита расплавленного металла снижается, а это влияет на качество шва.
Если у Вас есть опыт работы по сварке изделий из нержавейки в аргоне, то Вы можете поделиться им в комментариях к этой статье.
Поиск записей с помощью фильтра:
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-nerzhaveyki-argonom.html
Режим Pulse
Кроме основных настроек используемых в аргонодуговых аппаратах, сейчас появилась ещё одна функция — это Pulse. Настройка позволяет сваривать тонкий и толстый металл в разных пространственных положениях. При сварке нержавейки импульсный режим снижает тепловложение.
Чтобы переключиться в этот режим — на аппарате необходимо включить кнопку Pulse. А другими регулировками выставить нижний и верхний предел тока, скорость импульса (Гц) и баланс тока.
Источник: https://plavitmetall.ru/svarka/nerzhavejki-argonom.html
Как правильно варить нержавейку
В начале работ делайте хорошее наложение первого слоя (проварку корня шва). После завершения, простукайте молоточком по шву и очистите мусор щеткой. Далее восстановите антикоррозийные свойства с помощью травления SE пасты. Через 20 минут остатки пасты смываем водой. Всё, ваше сварное соединение защищено от коррозии.
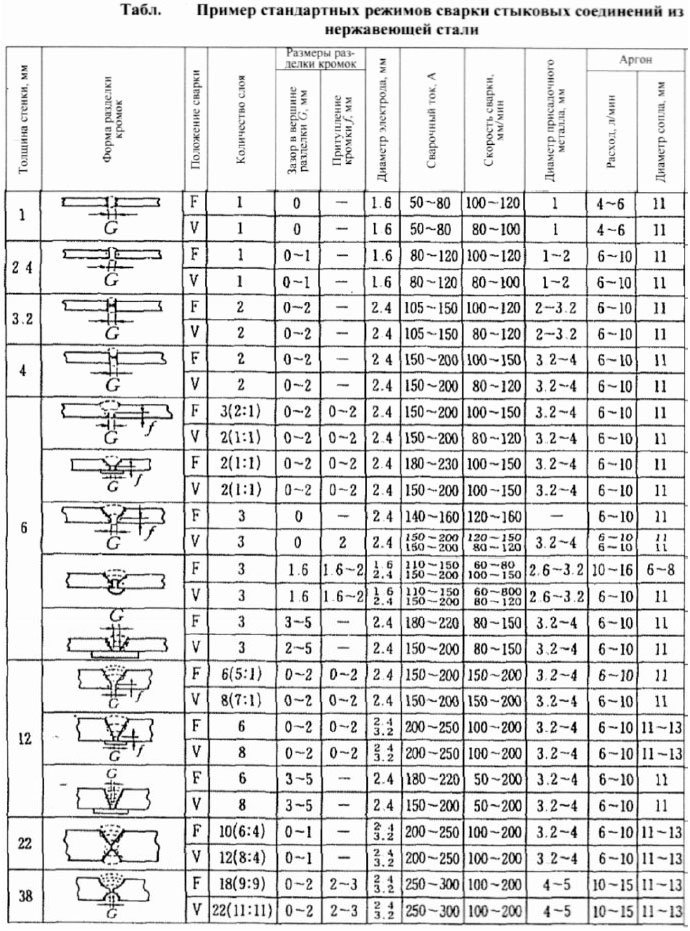
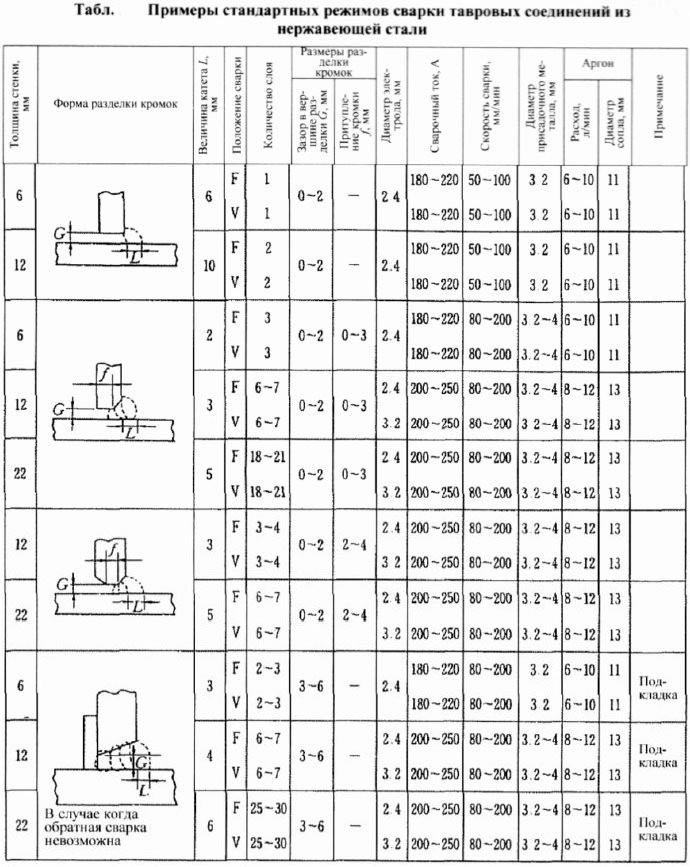
В таблицах ниже, разные режимы соединений, изучаем и берем на заметку:
Устали от текста, просматриваем видеоролик:
Источник: https://plavitmetall.ru/svarka/nerzhavejki-argonom.html
Варим нержавейку с инородным металлом
При необходимости сварки нержавеющей стали с другим материалом (мягкая и низколегированная сталь), применяйте присадочный пруток с никелем и хромом. Со следующей маркировкой:
- Y310;
- Y310S;
- Y309;
- Y309L;
- Y309Mo.
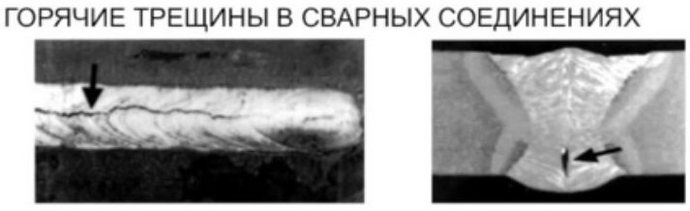
Эти присадочные материалы уберегут от горячих трещин, при выполнении работ.
Стоимость сварки нержавейки аргоном по стране начинается от 10-20 рублей за 1 см. Цены отличаются от региона и прейскуранта фирм выполняющих подобные услуги.
Источник: https://plavitmetall.ru/svarka/nerzhavejki-argonom.html
Количество использованных доноров: 6
Информация по каждому донору:
- http://met-all.org/obrabotka/svarka/svarka-nerzhavejki-argonom.html: использовано 2 блоков из 5, кол-во символов 4369 (20%)
- https://prosvarku.info/tehnika-svarki/svarka-nerzhaveyushhej-stali-argonom: использовано 4 блоков из 6, кол-во символов 5337 (24%)
- https://svarkaprosto.ru/tehnologii/kak-varit-argonom-nerzhavejku: использовано 1 блоков из 6, кол-во символов 1815 (8%)
- https://WikiMetall.ru/metalloobrabotka/svarka-nerzhaveyki-argonom.html: использовано 4 блоков из 6, кол-во символов 5371 (24%)
- https://metalloy.ru/obrabotka/svarka/nerzhavejki-argonom: использовано 1 блоков из 6, кол-во символов 740 (3%)
- https://plavitmetall.ru/svarka/nerzhavejki-argonom.html: использовано 7 блоков из 9, кол-во символов 4492 (20%)