На сегодняшний день, в век инновационных технологий, красивый сварочный шов электродом остаётся популярным метолом соединения металлических конструкций различных деталей. Но чтобы знать и уметь порядок выполнения качественной сварки, потребуется изучить вопрос, как сделать красивый сварочный шов электросваркой. В интернете, как и в научной, технической литературе, имеется достаточное количество информации, которые помогать создать красивый и прочный шов для любой поверхности изделия.

Красивый сварочный шов
Источник: https://svarkaipayka.ru/tehnologia/drugoe/kak-pravilno-klast-svarochnyiy-shov.html
Содержание
- 1 Виды швов
- 2 Особенности технологии сварки
- 3 Технология выполнения шва
- 4 Возбуждение сварочной дуги
- 5 Залог красивого шва
- 6 Первые шаги
- 7 Советы
- 8 Как делаются валики
- 9 Техника получения хорошего сварного соединения
- 10 Как продолжить сварку после её остановки?
- 11 Принципиальные характеристики рабочего процесса
- 12 Как получаются вертикальные швы
- 13 Как электросваркой сварить потолочный шов
- 14 Как варятся угловые швы
- 15 Как варятся стыковые швы
- 16 Зачем прокаливают электроды
- 17 Заключение
Виды швов

Сначала разберём что же такое сварка. Это понятие обозначает процесс плавления материала деталей для прочного скрепления их между собой сварочным швом. Обычно для этого используется специальная аппаратура.
В свою очередь сварочный шов – это место соприкосновения деталей и скреплениях их за счёт плавки краёв и создания металла шва, то есть сплава из материала деталей.
Также есть понятие зона сплавления, что обозначает участок между сплавом шва и материалом детали. Сам процесс плавки происходит с помощью термовлияния и зона на, которую оно приходится это область, которая не плавится, но меняет свойства из-за изменений температуры.
Одна из самых главных запчастей прибора — электрод. Это металлический стержень, который содержит химические напыления и проводит ток.
А разряд, который обеспечивает процесс плавления, возникает между электродом и материалом детали, а называется электродугой. Для различных целей используются, соответственно, разные виды сварки.
Среди их отличий есть некоторые характеристики. При сварке могут использоваться различные материалы, техники формировки швов та и сами швы.
К примеру, есть такие виды как дуговая сварка и газовая. В первой основной плавящий элемент это электрод. Его задача это работа с дугой, то есть создавать её и удерживать на материале детали.
Во втором виде сварки источник тепла – это горелка. Она выпускает пламя, которе образовывается при горении смеси кислорода и ацетилена.
Суть в том, что в разных видах происходит различное воздействие на детали, которые сплавляются между собой. Но в это же время результат один и тот же – детали скрепляются между собой.
Это происходит следующим образом – сперва детали располагаются на близком расстоянии, будто они уже скреплены. Далее детали прогреваются инструментом и их края начинают плавиться – это образовывается сварочная ванна.
Иногда для упрочнения сварочного шва добавляют дополнительный метал, что увеличивает количество металла. Когда материал плавится, то получается линия, вдоль которой потом расплавленный участок кристаллизуется и становится швом.
Важно сначала научится пользоватся основной техникой прежде, чем приступать к экспериментам с видами. На сварочный аппарат должен быть настроен так, чтобы его настройки соответствовали характеристикам материала, который будет плавиться.
Если вы наловчились правильно сплавлять по базовым принципам, тогда можно переходить к тренировке с различными типами сварочных соединений.
У каждого типа есть своя методика выполнения. Рассмотрим самые распространённые из них. Внешне они бывают плоские, усиленные или ослабленные. Есть два вида сварочного швов за методом их выполнения – это односторонние и двухсторонние.
Двусторонние – это когда спаиваются детали с двух сторон, а односторонние — с одной. Соединения могут состоять из одного, двух или трёх слоёв. Также есть классификация по их длине – точечные, двусторонние шахматные, цепные, непрерывные.
Ещё у сварочных швов бывает разное направления приложения усилий, например поперечное, косое или продольное. Один из вариантов это комбинированное.
И последний критерий классификации – это размещение в пространстве относительно детали. Они бывают горизонтальные, вертикальные, потолочные, нижние.
Источник: https://prosvarku.info/tehnika-svarki/kak-pravilno-klast-krepkie-nadezhnye-i-krasivye-svarochnye-shvy
Это интересно: Горячие трещины при сварке — причины появления
Особенности технологии сварки
Согласно общепринятой классификации, имеется два варианта идеального сварочного шва, в частности:
- Разъёмный вид.
- Неразъёмный вид.
К разъёмной технологии относятся швы и соединения, которые можно без ущерба разъединять, не нарушая соединительных элементов. В качестве простейших элементов выступают болт и гайка. Неразъёмное соединение относится к высокопрочным конструкционным решениям, детали ни в коем случае не разъединяются, не нарушается единственность и целостность конструкции. К такому варианту относятся заклёпочные и сварочные технологии. Как показывает опыт, чтобы добиться идеального качества отличным вариантом станет зона термического влияния сварного шва, которая обеспечивает высокий результат соединения.
Источник: https://svarkaipayka.ru/tehnologia/drugoe/kak-pravilno-klast-svarochnyiy-shov.html
Технология выполнения шва

Далее начнём разбор непосредственно принципа создания сварочного шва. Существует несколько этапов этого процесса:
- Подготовительный этап
Как это можно понять с названия, на этом этапе нужно выполнить некоторые подготовительные работы. Для начала, нужно учесть правила безопасности при подготовке места, где всё это будет происходить.
Далее нужно подобрать экипировку, которая защитит тело от возможных технических повреждений. Потом происходит подготовка именно деталей к дальнейшей работе.
Для этого они зачищаются от ненужных покрытий типа грязи, лака или пыли и обычно это осуществляется чем-то вроде металлической щетки. Затем выставляются нужные настройки на аппарате и начинается сам процесс.
- Создание дуги (поджог горелки)
Этот этап зависит от типа сварки и уже для каждого типа есть отдельные инструкции.
- Создание сварочных швов
Для каждого типа соединения существует свой порядок действий, которого нужно придерживатся.
- Завершающий этап
Если вы использовали дуговую сварку, то нужно почистить валик. При других видах сварки это не нужно потому, что соединения не шлакуются, соотвественно – никакого мусора.
Источник: https://prosvarku.info/tehnika-svarki/kak-pravilno-klast-krepkie-nadezhnye-i-krasivye-svarochnye-shvy
Возбуждение сварочной дуги
Чтобы возбудить дугу, существует несколько способов.
Вариант 1. Сварщик кончиком электрода должен прикоснуться к металлической поверхности, затем быстро отвести его назад на несколько миллиметров (2 – 4). Как результат появится дуга. Её длина поддерживается медленным опусканием электрода. Все зависит от величины расплавления. Перед тем как образуется дуга, лицо работника обязательно должно быть закрыто защитным щитком.
Вариант 2. Возбудить сварочную дугу можно и другим способом. Кончиком электрода сварщик быстро проводит по металлической поверхности, затем также быстро поднимает его на пару миллиметров. Между электродом и поверхностью металлом появится дуга. Во время сварки необходимо стремиться поддерживать очень короткую дугу. Возле шва будут образовываться небольшие капли металла. Плавление электрода будет плавным и спокойным. Шов получается глубоким и прочным.
Если размер дуги будет слишком длинным, основной металл недостаточно хорошо проплавится. Металл электрода при сварке начнет окисляться, появятся сильные брызги. Шов после такой сварки будет неровным, с многочисленными окисными вкраплениями.
Длину дуги можно легко определить по звуку её горения. Если длина имеет стандартные значения, звук будет однотонным и равномерным. Очень длинная дуга начнет издавать резкие звуки, которые будут постоянно сопровождаться сильными хлопками.
Если дуга оборвалась, ее возбуждают снова. Кратер, на котором оборвалась дуга, тщательно заваривают. Если необходимо сварить очень важный узел, который будет эксплуатироваться при знакопеременной нагрузке, а также возможно появление «усталости», категорически запрещается возбуждать дугу прямо на поверхности основного металла. Если возбуждение будет происходить не по шву, возможно появление «ожога» металла. В этом месте шов может просто разрушиться при эксплуатации детали.
Источник: https://VseProTruby.ru/svarka/elektrosvarka-bez-opyta.html
Залог красивого шва
Чтобы в результате получить хороший, красивый сварочный шов нужно знать методики его создания, потому что недостаточно просто поставить детали близко друг к другу и провести ровно электрод.
У каждого из методов создания сварочных соединения есть общий принцип – это плавное введения электрода вдоль какой-то дорожки, чтобы получить ровный след. Чтобы этот след был красивым, орудие, которым мы работаем, нужно повернуть на 60 градусов к детали сплавки.
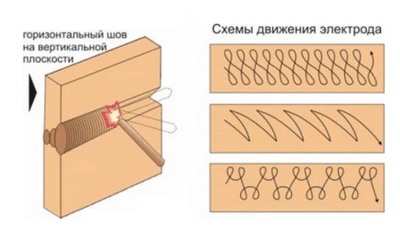
Проводить нужно плавно с одинаковой скоростью, иначе если задержаться на одном месте – можно пропалить материал. Самый простой и распространённый способ – это метод зигзага. Он используется для разных видов материалов.
Проводник нужно вести из правого угла в левую сторону как бы по диагонали, а потом в зеркальном отображении двигаться вправо. Создается впечатление, что на изделии рисуется зигзаг.
Для достаточно больших расстояний между деталями (более 5мм) используют метод елочка. Такой метод требует больше штрихов при сплавке что приводит до того, что образовывается больше наплавленного материала, который скрепляет детали.
Лучше всего начинать также с правого, а потом вести горизонтальную линию в левую сторону, затем диагональную, которая стремится вниз, к средине шва. Потом под таким же углом линию вверх до точки, которая находится выше, чем та с которой начали.
Так образуется немалое количество треугольничков, образующих елочку. Также красивое сварочное соединение получается исполненный методом петелька.
Его зачастую используют при работе с тонким металлом, когда работают такими инструментами как полуавтомат. Соединения накладываются движениями, которые напоминают непрерывное написание ряда петелек.
Источник: https://prosvarku.info/tehnika-svarki/kak-pravilno-klast-krepkie-nadezhnye-i-krasivye-svarochnye-shvy
Первые шаги
Чтобы научиться, хорошо сваривать детали, сначала практикуются на ненужных металлических валиках. Не требуется создавать соединительные швы, необходимо просто научиться правильно расплавлять материал. Поверхность металла не должна иметь следов ржавчины и быть хорошо очищенной.
Источник: https://VseProTruby.ru/svarka/elektrosvarka-bez-opyta.html
Советы
Есть несколько советов от опытных специалистов новичкам, у которых возникают сложности при создании сварочных соединений. Бывают случаи, когда вроде делаешь всё правильно, но всё же сделать работу хорошо не получается.
Для начала, чтобы сварочный шов был надёжный и прочный детали должны располагаться на стабильном расстоянии друг от друга по всему периметру шва.
Также и электрод должен находится на правильном расстоянии по отношению к детали, в другом случае теряется дуга и соединение деформируется.
Чтобы металл не растекался, когда работа происходит на поверхности, которая расположена вертикально советуют работать снизу вверх.
В завершение – чтобы металл кристаллизировался быстро и без потёков электрод нужно наклонить под углом к детали 60-75 градусов.
Источник: https://prosvarku.info/tehnika-svarki/kak-pravilno-klast-krepkie-nadezhnye-i-krasivye-svarochnye-shvy
Как делаются валики
Электрод вставляется в держатель. Чтобы вызвать появление тока в области плавления, достаточно чиркнуть по поверхности металла кончиком электрода, или просто постучать несколько раз по заготовке.
Когда появится электрическая дуга, электрод направляется на заготовку, с выдержкой постоянного зазора между поверхностью металла и электрической дугой. Зазор должен иметь постоянное значение, и лежать в диапазоне 3–5 миллиметров.
Важно! Чтобы получить качественный шов, необходимо все время поддерживать одинаковую длину дуги. Если изменить эту величину, дуга может прерваться, шов будет иметь много дефектов.
Направление электрода делается под определенным углом относительно плоскости заготовки. Самым оптимальным считается угол в 70 градусов, Наклон не имеет определенного значения, главное чтобы сварщику было удобно. В процессе работы сварщик сам находит для себя оптимальное положение, в зависимости от специфичности выполняемой работы.
Во время таких практических занятий нужно научиться правильно, подбирать силу тока, чтобы подача все время оставалась стабильной. Если тока будет недостаточно, дуга будет постоянно гаснуть. При очень мощном потоке, начнется проплавление металла. Только экспериментальным путем можно научиться, правильно устанавливать режим сварки.
Источник: https://VseProTruby.ru/svarka/elektrosvarka-bez-opyta.html
Техника получения хорошего сварного соединения
Когда валики начнут получаться ровными, можно попытаться начать изготавливать соединительные швы. Такую операцию сможет выполнить достаточно опытный практикант, который умеет варить электросваркой.
Зажигание электрода выполняется согласно описанной выше технологии. Единственным отличием будет движение руки сварщика. Она будет выполнять колебательные движения. Расплав будет как бы переходить с одной поверхности детали на другую. Движение может происходить по нескольким траекториям:
- Зигзагообразная;
- Петлевидная;
- Елочкой;
- Серпом.
Для тренировки можно взять небольшую металлическую заготовку. По поверхности мелом провести линию, чтобы ее можно было увидеть через темное стекло маски. Именно по ней нужно двигаться электродом, чтобы получить своеобразный шов, в виде любой вышеуказанной траектории.
После того, как шов остыл нужно молотком отбить шлак и рассмотреть проделанную работу.
Когда появился небольшой опыт можно начинать изготавливать соединительные швы, которые имеют несколько видов:
- Тавровые;
- Стыковые;
- Угловые;
- Внахлест.
Кроме того, такие швы могут быть горизонтальными и вертикальными, могут свариваться в разных направлениях.
Только после многочисленных тренировок можно добиться равномерного движения руки. После этого можно получить красивые детали.
Источник: https://VseProTruby.ru/svarka/elektrosvarka-bez-opyta.html
Как продолжить сварку после её остановки?
Так как варить электросваркой длинный шов без остановки невозможно, приходится менять электрод или были другие причины прерывания, то на месте остановки получается небольшое углубление, получившее название: кратер. Для возобновления работы, необходимо выполнить следующие действия:
1.Дуга должна зажигаться не на самом кратере. Необходимо отступить от него 12 мм. Затем ее медленно пододвигают к кратеру.
2.Колебательными движениями тщательно заваривается сам кратер.
3.После этого можно продолжать сварку, выдерживая установленный режим. Для получения надежного соединения, сварка должна иметь несколько слоев:
- Заготовка, толщиной 6 мм – 2 слоя;
- При толщине 6–12 мм – 3 слоя;
- Если толщина металла превышает 12 мм – 4 слоя.
Движение электрода в каждом слое должно быть одинаковым. Сварочный шов, после завершения операции обрабатывают, снимая все излишки.
Источник: https://VseProTruby.ru/svarka/elektrosvarka-bez-opyta.html
Принципиальные характеристики рабочего процесса
Теперь необходимо выяснить, как правильно работать сваркой правильный шов, которой обеспечивает идеальную плоскость соединяемых деталей. Как известно, сама сварка является уникальной технологией, соединяемые детали под воздействием плавления стыкуются друг с другом, обеспечивая при этом надёжное соединение. Чтобы понять, как правильно делать сварочный шов, необходимо изучить различные факторы сварочного процесса, среди которых выделяются:
- Принцип устройства и работы технологического оборудования.
- Общая степень регулировки рабочего прибора.
- Размерный ряд диаметра электродов.
- Классификация, опыт и мастерство мастера технологических приборов и оборудования.
Последний фактор является весомым, и позволяет решить сложную задачу, стоящую перед специалистом – как правильно класть сварочный шов электросваркой.

Сварка идеального сварного шва
Варианты оборудования для рабочей технологии
Инновационные разработки не стоят на месте, как и традиционные способы идеальный сварочный шов без зачистки предусматривает применение того или иного варианта приборов, где в качестве приоритетных являются:
- Контактная технология.
- Газопрессования.
- Роликовая группа.
- Электрошлаковая.
- Термитный способ.
- Трение.
Актуализация задачи как правильно класть сварочный шов, типична как для бытовых условий, так и для промышленного производства.
Технология газопрессования, предусматривает использование среды защитных газов на основе ацетил кислорода. Весомым плюсом этого способа является ее высокая производительность. Недаром ее применяют как в нефтяной, так и в газовой промышленности. Отличным подспорьем технологии газопрессования является прокладка трубопроводов, соединение частей металла в машиностроении.
Чтобы понять, как правильно варить сварочные швы, можно воспользоваться контактной технологией, которая рассчитана для работы в сети с небольшим напряжением. Этот вариант предназначен для сварки точечным или стыковым методом. В итоге образуется идеальный и качественный сварной шов общего вида.
Принципы проведения сварочных работ
Теперь разберёмся, как правильно варить сварочный шов. Для этих целей необходимо знать параметры толщины металла свариваемых изделий диаметр электродов, а также номинальный рабочий ток нашей электрической сети. Метод расчёта для идеального сварочного шва хитрым способом выглядит так:
- Если используем сварочный трансформатор для электрода с диаметром в 1 мм, отличным вариантом предельный номинальный ток в 30-40 А.
- Для электрода с диаметром в 3 мм, используем расчётную мощность силы тока 80А (это только при соединении); для резки металла, используем данные сварочного тока в 100 А.
Помещение, где мы должны проводить красивые сварочные швы должно быть вентилируемым, наличие предметом пожарной безопасности обязательное. Рабочее место должно быть оборудовано по всем параметрам безопасной работы, не забываем разместить инструменты в шаговой доступности. Зачистка поверхности и поверхности обрабатываемых изделий должно соответствовать общим принципам проведения работы. Проводим зачистку при помощи металлической щётки. Если хотим добиться отличного решения вопроса как сделать ровный сварочный шов, используем тиски, а также струбцины.
Для того чтобы получить первый практический опыт условия, как правильно делать сварной шов инвертором, предварительно практикуемся на сварке валиков плоскости.
«Обратите внимание!
В качестве оптимального варианта, используем рабочие электроды с диаметром сечения 3 мм.»
Этого параметра достаточно для того, чтобы можно было получить первые опытные результаты наших действий по соединению или резке металлических поверхностей.
Далее, необходимо знать природу электродов, условия их хранения, так как правила хранения во влажном помещении снижают технические характеристики электродов. Теперь определимся, как правильно класть сварочный шов сила тока при диаметре электрода 3 мм. Выполняем следующие действия:
- При помощи зажима, массу прикрепляем к рабочему элементу.
- В держаки вставляем электроды.
- Производим поджиг электрода. Здесь варианты разные – поджигание спичками или постукиванием электрода по рабочей поверхности (предлагаем посмотреть видео как правильно варить сварочные швы).
- Электродом проводим по обрабатываемой поверхности, добиваемся нужного результата работы. Угол наклона должен составлять примерно 80-90 градусов. В процессе работы выполняются колебательные движения, которые позволяют выполнить процесс сварки в соответствии с общими требованиями технологии. Принцип работы напоминает подгребание под рабочий видимый кратер дуги расплавленные куски металла.
- По окончании работы добиваемся качественных показателей поверхности.
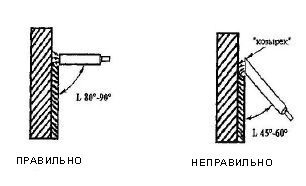
Правильный и неправильный угол сварки
Эти требования являются минимальными и, изучая дополнительные технологии и способы, вы можете узнать, как правильно делать сварной шов электродами.
Общие рекомендации
Главная рекомендация заключается в том, чтобы вы правильно выбрали угол наклона дуги. При работе лучшим вариантом станет использование угла 75 градусов, но в ряде случаев, если соединение имеет сложную структуру, допускается отклонение угла сварки. Траектория движения держака с электродом может быть любой. Поступательное, продольное или поперечное движение – все эти методы возможны для создания красивого шва сварки.
Некоторые технологии допускают комбинировать варианты сварочных технологий, для усиления качества получаемого изделия. Для круглых поверхностей, например для трубопроводов, угол наклона меняется, и в данном случае он составляет 45 градусов, а методы можно использовать разнообразные, для того, чтобы добиться высокого качества шва и плотности соединения. Для проведения сварки сложных конструкций, к работе допускается сварщик, имеющий соответствующую квалификацию и уровень, позволяющие выполнять сложные технические работы по соединению или резке металлических поверхностей.
Источник: https://svarkaipayka.ru/tehnologia/drugoe/kak-pravilno-klast-svarochnyiy-shov.html
Как получаются вертикальные швы
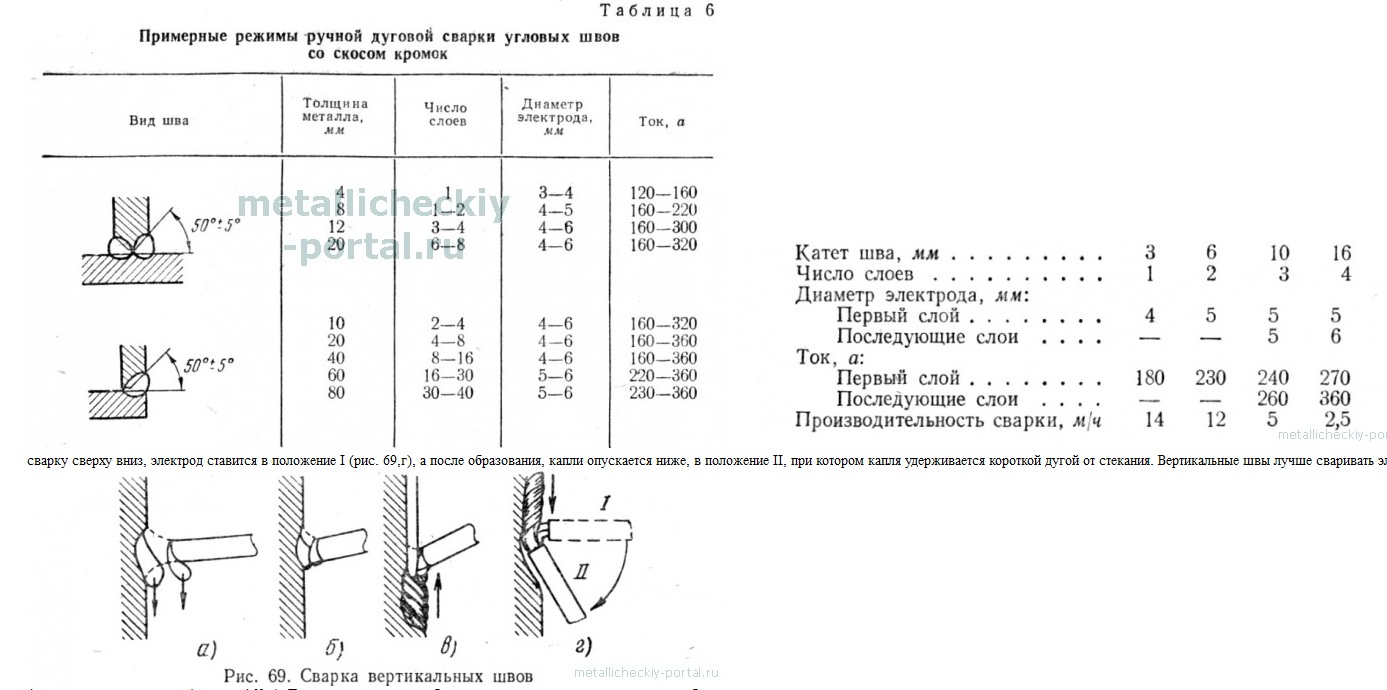
На рисунке 69а, показана вертикальная сварка. Так как варить вертикальный шов электросваркой достаточно проблемно из-за того, что капли расплава стремятся упасть, то нужно варить такие швы используют короткую дугу. Поверхностное натяжение не дает каплям сразу скатиться вниз. Они быстрее попадают в кратер.
Кончик электрода убирают от капли, чтобы она стала твердой. Вертикальную сварку нужно начинать снизу, постепенно двигаясь наверх. Нижележащий кратер не даст упасть каплям металла. Смотри рисунок 69в. При работе можно наклонять электрод. Когда его наклоняют вниз, сварщик видит, как распределяются капли в месте разделки шва.
Когда нужно выполнить вертикальную сварку, начинаются с верхней точки, электрод необходимо установить в положение I. Смотри рисунок 69г.
Когда капли начинают опускаться, электрод устанавливается в положение II. Капля не будет стекать, ей не позволит короткая дуга.
Наиболее подходящим диаметром электродов для вертикальной сварки, считаются 3 – 4 мм. Величина тока не должна быть очень высокой, примерно 160 ампер.
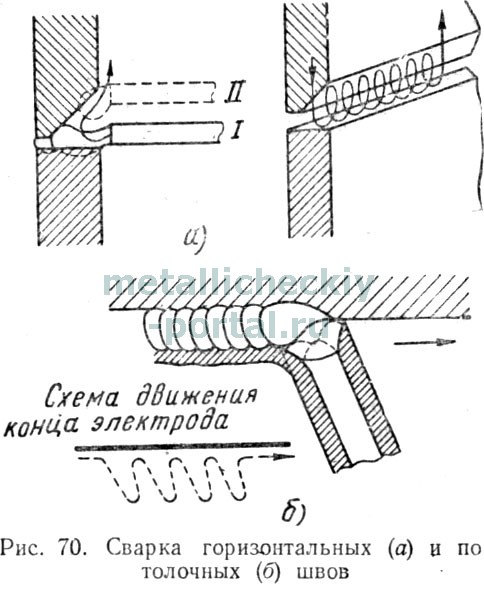
Чтобы добиться минимального стекания расплава, когда свариваются горизонтальные швы (смотри рисунок. 70, а), кромки скашиваются у одной верхней детали.
Возбуждение дуги должно происходить на нижнем торце (положение I). Затем дуга переводится на торец верхней детали (положение II). Стекающая капля начинает подниматься.
Как должен двигаться конец электрода, когда выполняется однослойная горизонтальная сварка, можно посмотреть на рисунке 70а, в правой стороне.
Горизонтальные швы разрешается варить в виде продольных валиков. Самый первый должен вариться 4 миллиметровым электродом, а все остальные, диаметром 5 миллиметров.
Это основные нюансы, которые позволят правильно варить вертикальный шов электросваркой.
Источник: https://VseProTruby.ru/svarka/elektrosvarka-bez-opyta.html
Как электросваркой сварить потолочный шов
Частый вопрос: как варить потолочный шов электросваркой, ведь он стекает? Ответ прост: такие швы варятся короткой дугой. Сварочный электрод должен иметь тугоплавкое покрытие. Когда происходит сварочный процесс, на торце возникает чехольчик, который не позволяет каплям металла, скатиться вниз. (Смотри рисунок. 70, б). Во время работы конец электрода равномерно удаляют, а потом приближают к свариваемой детали. Когда удаляется, дуга сразу гаснет, шов начинает твердеть. Чтобы выполнить потолочную сварку, независимо от направления, пользуются только электродами малых диаметров. Сила тока уменьшается (10-12%), если сравнивать сварку металла аналогичной толщины, производимой внизу.
Когда свариваются потолочные швы, начинают всплывать пузырьки газа. Они оказываются в самом корне шва. От этого страдает прочность и качество сварного соединения.
Применение потолочной сварки имеет ограниченный характер. О ней вспоминают, когда невозможно получить шов из нижнего положения.
Источник: https://VseProTruby.ru/svarka/elektrosvarka-bez-opyta.html
Как варятся угловые швы
Расплавленный металл при этой сварке, будет стекать вниз. Оптимальным способом сварки подобных швов из нижнего положения, считается «в лодочку». Деталь устанавливается таким образом, чтобы не происходила течь шлака прямо перед дугой. (Смотри рисунок. 68, а).
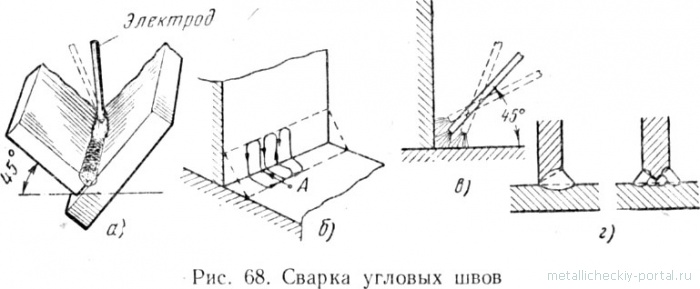
Когда сваривается угловой шов, при горизонтальном расположении нижней плоскости, иногда плохо провариваются вершины угла.
Причиной образования такого непровара может стать начало сварочного процесса с листа, стоящего вертикально. Расплавленный металл начинает стекать вниз, на лист, не успевший хорошо прогреться. Именно поэтому варить такие швы нужно с нижней плоскости. Причем дуга должна зажигаться в определенной точке (А). Движение должно осуществляться согласно схеме рисунка 68 б.
Электрод наклоняется под 45 градусов, по отношению к свариваемым деталям. Во время сварки нужно электрод немного наклонять в разные стороны. (Смотри рисунок 68 в).
Если угловые швы варятся не «в лодочку», сварка делается однослойной, с катетом шва менее 8 мм. Если величина катета превышает это значение, выполняют несколько слоев.
Для сварки нескольких слоев углового шва, нужно сначала создать узкий валик. Для этого пользуются 3-4 мм электродом. Такой диаметр позволяет полностью проварить корень.
Чтобы определить количество проходов, учитывают размер площади поперечного сечения, имеющегося шва. Обычно эта величина равна 30—40 кв. миллиметров. Рисунок 68 г наглядно показывает, как должны выглядеть угловые швы с разным количеством слоев, имеющие разделку кромок, полностью проваренные.
Источник: https://VseProTruby.ru/svarka/elektrosvarka-bez-opyta.html
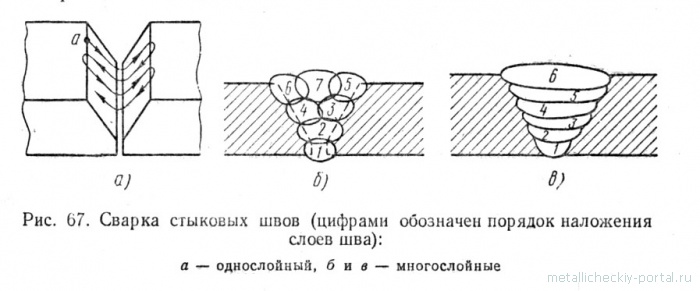
Как варятся стыковые швы
Если кромки не имеют скосов, накладываемый валик должен иметь небольшое расширение с каждой стороны стыка. Чтобы не допустить непровара, требуется создать равномерное распределение расплавленного металла.
Только правильная установка тока и грамотный подбор электродов, позволит хорошо проварить 6 миллиметровый металл, если детали не имеют скоса кромок. Величина тока подбирается опытным путем. Для чего сваривается несколько пробных планок.
Если детали имеют V-образные скосы, стыковая сварка может быть однослойной или иметь несколько слоев. Главную роль в этом вопросе играет толщина металла.
Когда варится один слой, возбуждение дуги должно происходить в пункте «А», на границе скоса, согласно рисунку 67а. После чего электрод опускают вниз. Полностью проваривается корень шва, затем дугу отправляют на следующую кромку.
Когда электрод движется по скосам, его движение специально замедляют, чтобы обеспечить хороший провар. На корне шва, наоборот ускоряют движение, чтобы не допустить сквозного прожога.
На обратной стороне сварочного соединения, профессионалы советуют накладывать дополнительный подварочный шов.
В некоторых случаях на противоположную сторону шва монтируют стальную 2-3 миллиметровую подкладку. Для этого повышают сварочный ток, примерно на 20–30% относительно стандартной величины. Сквозное проплавление в данном случае полностью исключается.
Когда создается валик шва, стальная подкладка также приваривается. Если она не мешает конструкции изделия, ее оставляют. При сварке очень важных конструкций, делается проварка противоположной стороны корня шва.
Если нужно сварить стыковой многослойный шов, вначале проваривается корень шва. С этой целью используют электроды, диаметром 4–5 миллиметров. Затем выполняется наплавка следующих слоев расширенными валиками, для чего используются электроды больших размеров (Смотри рисунки 67, б, в).
Источник: https://VseProTruby.ru/svarka/elektrosvarka-bez-opyta.html
Зачем прокаливают электроды
Это делается только с одной целью, удалить влагу. При сварке сырым электродом, возможно появление дефектов сварочного шва. Такой электрод будет все время липнуть к детали.
В каждой строительной компании обязательно установлено оборудование, которое прокалывает электроды. Такая операция недоступна сварщикам-любителям.
Если вы начали работать с новой пачкой, но не смогли израсходовать ее до конца, оставшееся количество электродов нужно спрятать в сухое и теплое место. Никогда не храните электроды в подвале и на чердаке. Они быстро отсыреют и придут в негодность.
Источник: https://VseProTruby.ru/svarka/elektrosvarka-bez-opyta.html
Заключение
Правила сварки достаточно просты, стоит лишь несколько раз потренироваться на ненужном куске железа. Главное следуйте всем приведенным инструкциям и у вас точно все получится. Сможете варить дуговой сваркой и на потолке и на стене.
:
Источник: https://VseProTruby.ru/svarka/elektrosvarka-bez-opyta.html
Количество использованных доноров: 3
Информация по каждому донору:
- https://prosvarku.info/tehnika-svarki/kak-pravilno-klast-krepkie-nadezhnye-i-krasivye-svarochnye-shvy: использовано 4 блоков из 5, кол-во символов 6829 (25%)
- https://VseProTruby.ru/svarka/elektrosvarka-bez-opyta.html: использовано 12 блоков из 14, кол-во символов 13620 (49%)
- https://svarkaipayka.ru/tehnologia/drugoe/kak-pravilno-klast-svarochnyiy-shov.html: использовано 3 блоков из 3, кол-во символов 7087 (26%)