Есть различное количество типов сваривания, у каждого из них есть свои преимущества и недочеты. Одни предусмотрены для выполнения работы по дому.
Остальные выполняют роль ассистента для каждого мастера.
Мы проинформируем вас о плюсах конденсаторной сварки, а также о схеме, по которой можно изготовить такой аппарат самому.
Источник: https://prosvarku.info/tehnika-svarki/kondensatornaya-svarka
Содержание
Чем отличается конденсаторный способ от других видов?
Первое отличие, которое бросается в глаза, это скорость сварки и её экологичность. Стандартный прибор для конденсаторной сварки работает на высоком напряжении. Это и позволяет сэкономив электроэнергию, получить качественный и ровный шов. Основное её применение лежит в микросварке или же при надобности осуществить сварку больших сечений. Это происходит при таком принципе:
- Конденсаторы собирают в себе требуемое количество энергии;
- Заряд переходит в тепло, которое используется для сварки.

Как уже упоминали ранее, этот вид сварки является экологически безопасным. Приборам не требуется жидкость для охлаждения из-за отсутствия тепловых выделений. Это преимущество позволяет прибавить времени к сроку эксплуатации конденсаторного устройства.
Источник: https://electrod.biz/accessories/delaem-kondensatornuyu-svarku.html
Это интересно: Пайка медных труб своими руками — способы и технология
Конденсаторная сварка: что это такое
Конденсаторная сварка своими руками была разработана еще в 30-х годах XX века. Сегодня эта технология активно используется предприятиями промышленности и умельцами с целью выполнения бытовых сварных операций.
Особенно популярна такая технология в цехах ремонта кузовов транспортных средств: в отличие от дугового, при конденсаторном методе создания сварного шва не происходит прожигание и деформация тонких стенок листов кузовных деталей. В последующее время соединенным деталям кузова не нужна дополнительная рихтовка.
Такую технологию применяют в радиоэлектронике для соединения изделий, не паяющихся посредством обычных флюсов или выходящих из строя при перегреве.
Активно применяются аппараты конденсаторной сварки ювелирами при изготовлении и ремонте ювелирных украшений, на предприятиях, выпускающих коммуникационные шкафы, лабораторное, медицинское, пищевое оборудование, при строительстве зданий, мостов, инженерных коммуникаций.
Столь широкое распространение можно объяснить действием ряда факторов:
- простая конструкция сварочного аппарата, который при желании можно собрать своими руками;
- точечная сварка отличается относительно низкой энергоемкостью и малыми нагрузками, создаваемыми на электрическую сеть;
- высокие показатели производительности, что крайне важно при серийном производстве;
- возможность снизить термическое влияние на соединяемые поверхности, что позволяет сваривать детали малых размеров и работать с теми конструкциями, стенки которых чрезмерно тонки и могут деформироваться при обычной сварке.
На заметку! Достоинством технологии конденсаторной сварки является простота ее реализации: даже средний уровень квалификации позволяет мастеру создать качественные сварные швы.
Способ конденсаторной сварки изделия.
Правила осуществления сварных операций с помощью энергии конденсаторов регламентируются ГОСТ. Принцип технологии основывается на трансформации энергии электрического заряда, накопленного на конденсаторах, в тепловую энергию.
При соприкосновении электродов происходит разряд и образуется электрическая дуга краткого действия. За счёт выделяемого ею тепла кромки соединяемых деталей из металла плавятся, образуя сварной шов.
При конденсаторной сварке ток подается на сварной электрод в виде кратковременного импульса высокой мощности, который получается за счет монтажа в оборудование конденсаторов большой емкости.
В случае использования контактной сварки ток непрерывен. В этом заключается основное отличие этих видов выполнения сварных операций.
В итоге, мастер может достичь высоких показателей двух важных параметров:
- на термический нагрев соединяемых деталей требуется гораздо меньше времени, что особенно ценно для производителей электронных компонентов;
- ток, используемый для соединения деталей, обладает высокой мощностью, поэтому и сами сварные швы получаются более качественными.
В процессе сварных операций для крепления элементов и узлов разных изделий могут потребоваться разные по разновидности и назначению шпильки.
Достоинством конденсаторной сварки является возможность уменьшить площадь термического воздействия, снизить напряжение и свести к нулю риск деформации поверхностей ввиду высокой плотности энергии и кратковременности сварного импульса. Технология позволяет работать с цветными металлами с малой толщиной.
Также отметим, что огромным плюсом конденсаторного сварного аппарата является его компактность. Для применения такой технологии на практике не потребуется мощный источник питания, устройство можно заряжать между переносом электрода к следующей точке.
Источник: https://tutsvarka.ru/vidy/kondensatornaya-svarka
Модификации
Различают 3 вида конденсаторной сварки. При помощи каждого из них разрешаются конкретные задачи.
Ознакомимся подробнее с каждым из них.
ТОЧЕЧНАЯ КОНДЕНСАТОРНАЯ СВАРКА

В ходе выполнения формируется непродолжительный импульс тока, моментально плавящий и соединяющий элементы.
Такой метод очень популярен, он употребляем во многих сферах.
Он дает возможность сваривать элементы различных размеров.
РОЛИКОВАЯ КОНДЕНСАТОРНАЯ СВАРКА

Тут смысл таков же, однако образовавшиеся «точки» фрагментарно наслаиваются один на другой.
Этот способ целиком изолирован, не дает влажности и грязи никакой возможности.
Этот метод приобрел широкое распространение при выпуске мембранных и вакуумных продуктов.
СТЫКОВАЯ КОНДЕНСАТОРНАЯ СВАРКА

Этот способ непохож на остальные. Ток оплавляет грани металлического покрытия, они далее стыкуются и в процессе охлаждения формируют крепкую связь.
Этот способ весьма затруднителен.
Источник: https://prosvarku.info/tehnika-svarki/kondensatornaya-svarka
Конденсаторная сварка своими руками
В домашних условиях, когда возникает необходимость соединить медные или алюминиевые детали, это можно сделать с помощью самодельной конденсаторной сварки. Для правильной работы с различными металлами нужно опираться на графики их сварочных температур.
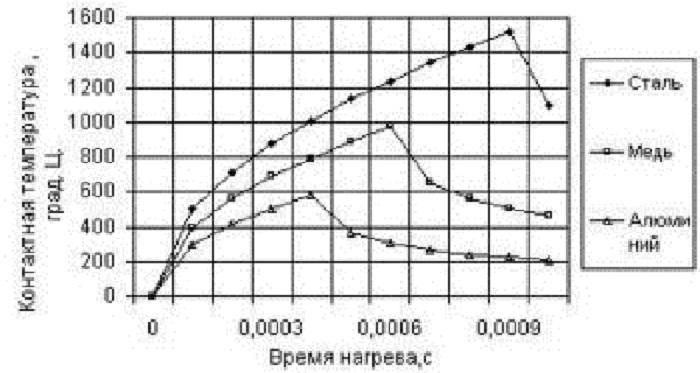
Графики температур сварки для металлов
Работа подобных схем основана на следующем принципе:
- напряжение сети понижается трансформатором и выпрямляется с помощью диодного моста;
- выпрямленное напряжение накапливается на конденсаторе большой емкости, включенном в диагональ диодного моста;
- в цепь через тиристор подключаются рабочие электроды;
- при кратковременной подаче напряжения на управляющий электрод тиристора последний открывается, и конденсатор разряжается через электроды на место сварки.
Необходимо сильно прижать свариваемые поверхности с помощью струбцины и прикоснутся к ним электродами, нажав на кнопку разряда.
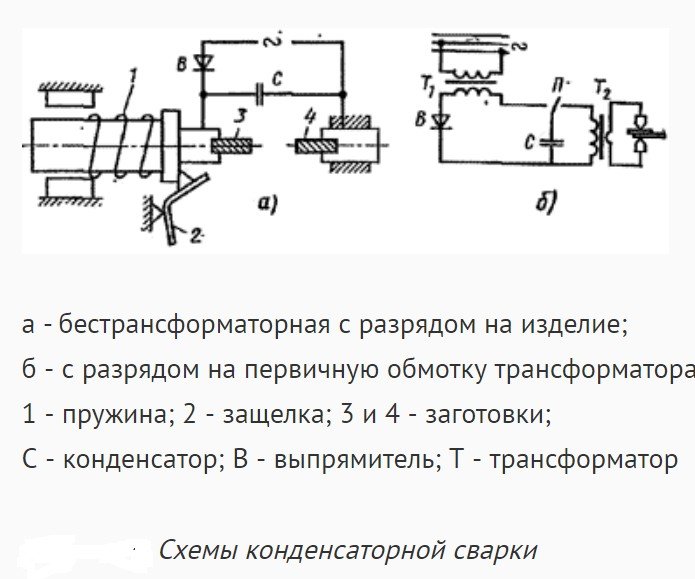
Схема при КС
Конденсаторная точечная сварка своими руками схема которой подбирается индивидуально, может содержать в себе батарею конденсаторов для увеличения емкости.
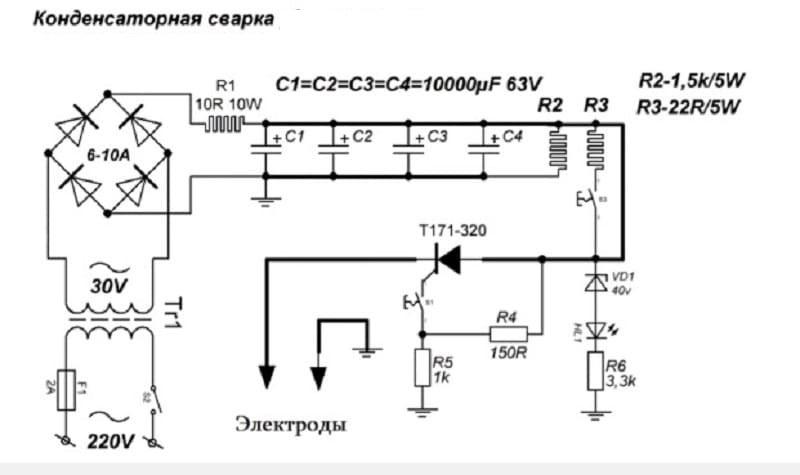
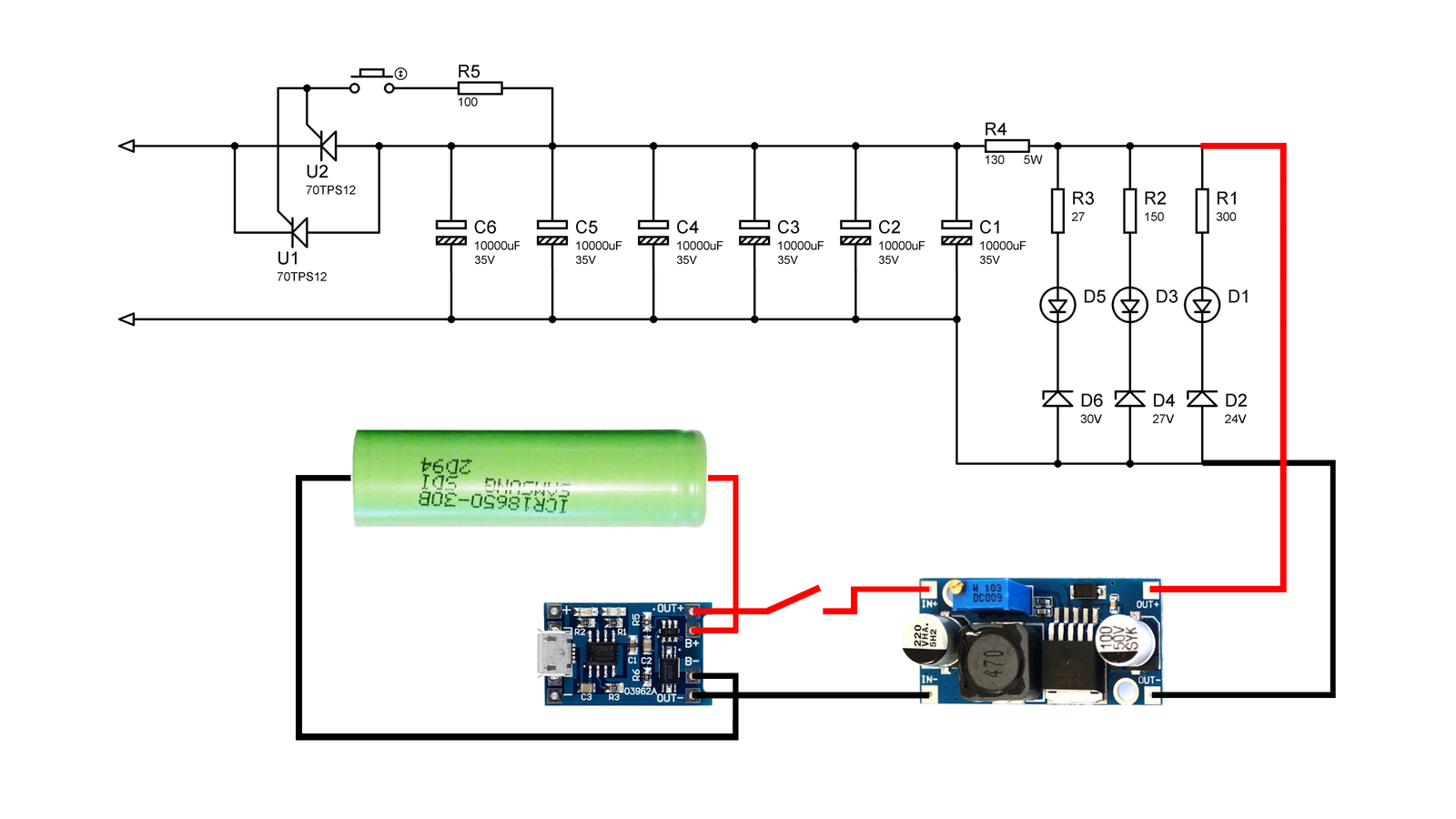
Схема самодельной конденсаторной сварки
К сведению. Если включить вместо обычного трансформатора в цепь самоделки автотрансформатор, то можно выполнять регулировку напряжения на выходе, тем самым меняя величину сварочного тока. Главное, чтобы тиристор был рассчитан на его максимальное значение.
Применять подобную сварку можно для сваривания между собой и ремонта литиевых аккумуляторов, например, 18650.
Требования к конденсаторной сварке
Самодельный аппарат должен включать в себя как минимум два узла:
- источник импульсов;
- сварочный блок.
При этом желательно организовать регулировку сварочных режимов и защиту схемы. В домашних условиях при выполнении работ необходимо выполнять ряд условий. Основные моменты, на которые следует обратить внимание, следующие:
- обеспечение достаточной мощности давления и качественного контакта в момент воздействия импульса тока;
- гарантирование короткого промежутка времени (до 0,1с.) для разряда и максимально малого времени заряда конденсаторов и достаточной временной выдержки для остывания расплава;
- размер точки прикосновения электрода обязан быть в два раза больше самой тонкой из заготовок.
Не стоит забывать! Места сварки обязательно очищать от грязи, ржавчины и окислов.

Процесс конденсаторной сварки
Конструкции контактного блока
У изготовленной конденсаторной сварки своими руками схема и описание могут быть разными, но контактный блок в основном одинаковый. Этот узел отвечает за фиксацию или перемещение по сварной плоскости рабочих электродов. В домашних условиях это простая фиксация при помощи различных зажимов или винтов. Ими же регулируется степень сжатия. Обычно один из электродов (нижний) закрепляется статично. Он имеет размеры: сечение – 5-8 мм, длину – 10-20 мм. Подвижный электрод крепится на верхней площадке и имеет горизонтальную степень свободы.
Совет. В качестве электродов допустимо брать толстую омеднённую проволоку или медный пруток. Узел прижима деталей и узел подачи токового импульса должны быть изолированы друг от друга.
Источник: https://amperof.ru/sovety-elektrika/kondensatornaya-svarka.html
Разновидности
Каждая из рассматриваемых разновидностей КС применяется в зависимости от того, какой результат нужен.
Точечная конденсаторная сварка
Соединение заготовок осуществляют в определённых точках (отдельных местах), это регламентировано ГОСТ 15878-79.
Структура и границы такой точки зависят от следующих параметров:
- геометрических поверхностных характеристик электродов;
- силы и времени пропускаемого через точку тока;
- степени сжатия соединяемых поверхностей и их состояния.
Такой вид КС отлично подходит для работы с листовыми или профильными заготовками, при этом они накладываются друг на друга внахлёст.
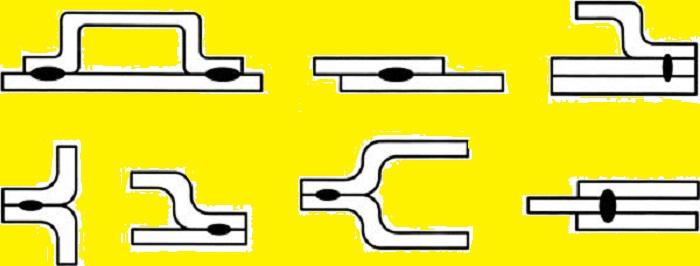
Типы точечных соединений
Роликовая конденсаторная сварка
Другое её название – шовная. Представляет собой непрерывный ряд из перекрывающих друг друга точек. Токопроводящие электроды в виде роликов выполняют шов при прокатке через них наложенных внахлёст заготовок.
Внимание! Расположение электродов при точечной и роликовой КС может быть, как одностороннее, так и двухстороннее.
Подобную сварку используют для производства различных ёмкостей: баков, канистр, сосудов и т.д.
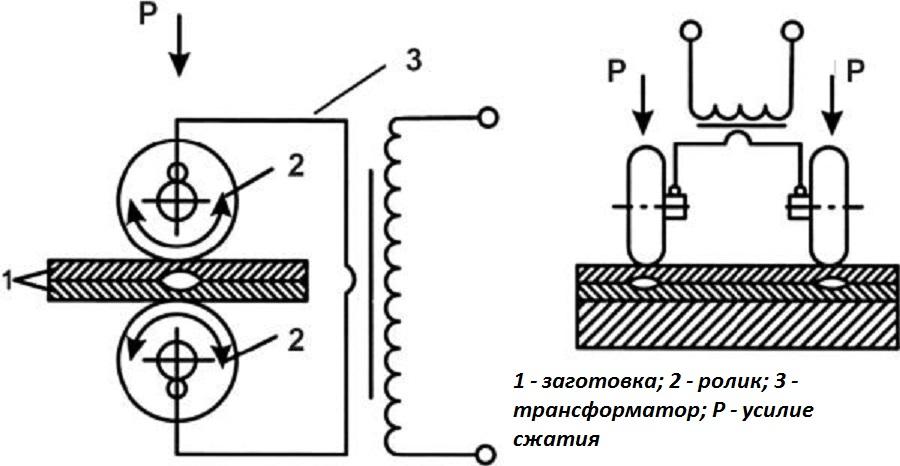
Схема роликовой сварки с разрезом шва
Стыковая конденсаторная сварка
Сварку оплавлением при таком способе получают при медленном приближении деталей, на которые подаётся ток. При соприкосновении двух поверхностей в зонах микроконтактов получается взрывное оплавление из-за возникновения в этих местах высокой плотности тока.
Важно! Магнитное поле выталкивает наружу кипящий металл, а сдавливание заготовок способствует образованию шва.
Таким способом сваривают между собой детали сложной конфигурации из металлов разного рода: медь, алюминий, углеродистые стали.
Несложные заготовки сращивают, пользуясь способом сопротивления, прижимая друг к другу и пропуская через них ток. В результате чего металлы в месте соприкосновения становятся пластичными, и происходит их осадка. Обязательна предварительная подготовка мест контакта.
Источник: https://amperof.ru/sovety-elektrika/kondensatornaya-svarka.html
Этапы работы
Процесс выполнения конденсаторной сварки довольно простой, и понять его сможет даже человек, который никогда не делал подобную работу. Она выполняется в три этапа, на которые затрачивается минимальное количество времени. От точности соблюдения порядка действий будет зависеть качество шва и прочность конструкции.
Порядок действий:
- Начальная стадия процесса подразумевает тщательную подготовку свариваемых деталей. Первым делом с их поверхности счищается ржавчина. Затем удаляются пыль, остатки каких-либо веществ и прочие загрязнения. Если этого не сделать, то шов получится кривым и хрупким.
- Обе заготовки стыкуются друг с другом в нужном положении.
- Затем они помещаются между двумя электродами.
- К месту соединения подводятся контакты.
- Мастер включает устройство, и на них подаётся импульс нужной силы.
- После завершения этой процедуры электроды возвращаются в начальное положение.
- Соединённые детали вынимаются, и проверяется качество шва.
- При необходимости заготовки поворачиваются под нужным углом, и сварка продолжается аналогичным образом.
Источник: https://rusenergetics.ru/ustroistvo/sxema-kondensatornoj-svarki
Подведем итоги
Конденсаторная сварка актуальна при необходимости соединить детали из цветных металлов в единую конструкцию.
Технология имеет ряд достоинств, среди которых особенно ценна возможность уменьшить площадь термовоздействия, снизить напряжение и устранить риск деформации металлоповерхностей. Аппараты для конденсаторной сварки просты в использовании и легко собираются своими руками, что позволяет сэкономить.
Источник: https://tutsvarka.ru/vidy/kondensatornaya-svarka
Техника безопасности
Во время эксплуатации аппарата для контактной сварки нужно соблюдать простые меры предосторожности. С их помощью можно избежать поломки оборудования и снизить риск получения какой-либо серьёзной травмы (ожог от попадания раскалённого металла, удар электрическим током, раны, нанесённые движущимися частями устройства).
Основные правила техники безопасности:
-
 Запрещается выполнять какие-либо сварочные работы с незаземленным устройством.
Запрещается выполнять какие-либо сварочные работы с незаземленным устройством. - Чтобы избежать поражения электрическим током, не рекомендуется эксплуатировать аппарат, имеющий повреждения в защитном корпусе.
- Рабочий должен иметь прямой доступ к устройству аварийного отключения.
- Включать прибор можно только сухими руками. При этом также нужно проверить пространство вокруг аппарата на наличие влаги.
- Перед началом сварки мастер должен стать на резиновый коврик и проверить всё защитное обмундирование.
- Сварку на конденсаторах может выполнять только высококвалифицированный опытный рабочий.
- При смене электродов или установке детали необходимо обеспечить защиту рук и глаз от воздействия высоких температур.
- Рабочее место должно быть огорожено со всех сторон. Такая мера предосторожности поможет избежать возгорания в случае отлетания капель горячего металла.
- Около сварочного аппарата нельзя хранить горючие и легковоспламеняющиеся материалы.
- Если работа выполняется в полностью закрытом помещении, то необходимо обеспечить хорошую вентиляцию для удаления вредных паров.
- При возникновении какой-либо неисправности следует сразу же приостановить процесс сварки и отключить аппарат от источника питания.
Конденсаторная сварка — это быстрый и простой способ качественно соединить две металлические детали. При правильном её проведении и соблюдении всех правил техники безопасности можно значительно упростить процесс и снизить риск получения серьёзной травмы.
Источник: https://rusenergetics.ru/ustroistvo/sxema-kondensatornoj-svarki
Видео
Источник: https://amperof.ru/sovety-elektrika/kondensatornaya-svarka.html
Количество использованных доноров: 5
Информация по каждому донору:
- https://tutsvarka.ru/vidy/kondensatornaya-svarka: использовано 2 блоков из 5, кол-во символов 4130 (28%)
- https://amperof.ru/sovety-elektrika/kondensatornaya-svarka.html: использовано 3 блоков из 7, кол-во символов 5005 (34%)
- https://prosvarku.info/tehnika-svarki/kondensatornaya-svarka: использовано 3 блоков из 5, кол-во символов 1533 (10%)
- https://electrod.biz/accessories/delaem-kondensatornuyu-svarku.html: использовано 2 блоков из 5, кол-во символов 1133 (8%)
- https://rusenergetics.ru/ustroistvo/sxema-kondensatornoj-svarki: использовано 2 блоков из 5, кол-во символов 2897 (20%)