Легкий, серебристый металл сегодня прочно закрепился в домашнем хозяйстве. Что только не производят из алюминия — от посуды до деталей автомобилей. Но часто нужно починить вещь, а ремонт возможен только одним методом — сварочным.
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-alyuminiya.html
Содержание
Сложности сварки алюминия
Основные трудности, возникающие при сварке алюминия.
 Во время сварочных работ, рабочее изделие нагревается до определенной температуры и начинается менять свой цвет. Так происходит с медью или железом – наиболее востребованными металлами для производства предметов быта. Изменение оттенка помогает исполнителю правильно регулировать процесс, понимать достаточный ли нагрев, определять произошла ли “заделка” шва или нужно продолжать термическую обработку. Но алюминий под действием температур не меняет цвет. Поэтому сварщику визуально оценить результат нельзя.
Во время сварочных работ, рабочее изделие нагревается до определенной температуры и начинается менять свой цвет. Так происходит с медью или железом – наиболее востребованными металлами для производства предметов быта. Изменение оттенка помогает исполнителю правильно регулировать процесс, понимать достаточный ли нагрев, определять произошла ли “заделка” шва или нужно продолжать термическую обработку. Но алюминий под действием температур не меняет цвет. Поэтому сварщику визуально оценить результат нельзя.
Высокая теплопроводность данного металла требует ограничения по длительности термического воздействия. Превышения продолжительности влияния высоких температур может привести к деформации, появлению трещин, выпуклостей и других дефектов.

Особенности сварки алюминия и его сплавов объясняются целым спектром особенных свойств, которыми обладает металл:
- Поверхность данного материала всегда покрыта оксидной пленкой, обладающей высокой температурой плавления – около 2000°С. Сам металл плавится при 660°С.
-
Капли расплавленного алюминия
 , образующиеся во время сварки в рабочей зоне, сразу же покрываются окисной пленкой, которая препятствует формированию сплошного шва. Для предотвращения данного эффекта хорошо применять газ аргон, надежно защищающий сварную зону от взаимодействия с воздухом.
, образующиеся во время сварки в рабочей зоне, сразу же покрываются окисной пленкой, которая препятствует формированию сплошного шва. Для предотвращения данного эффекта хорошо применять газ аргон, надежно защищающий сварную зону от взаимодействия с воздухом. - Высокая текучесть алюминия в расплавленном состоянии серьезно затрудняет формирование сварочной ванны. Поэтому технология сваривания алюминия требует применение специальных подкладок, отводящих тепло от зоны сваривания.
- В состав алюминия входит растворенный водород, который стремится выйти в атмосферу. Это способствует образованию пор и кристаллизационных трещин.
- Алюминий обладает достаточно высоким коэффициентом линейного расширения. Из-за этого при застывании металла происходит значительная усадка.
- Из-за высокой теплопроводности данного материала сварку следует осуществлять с применением значительных величин тока.
- Важная особенность – сварка алюминия часто затрудняется тем, что исполнителю сложно определить марку сплава, из которого произведены свариваемые изделия. Это осложняет выбор режима соединения и метод его выполнения.

прожоги с обратной стороны
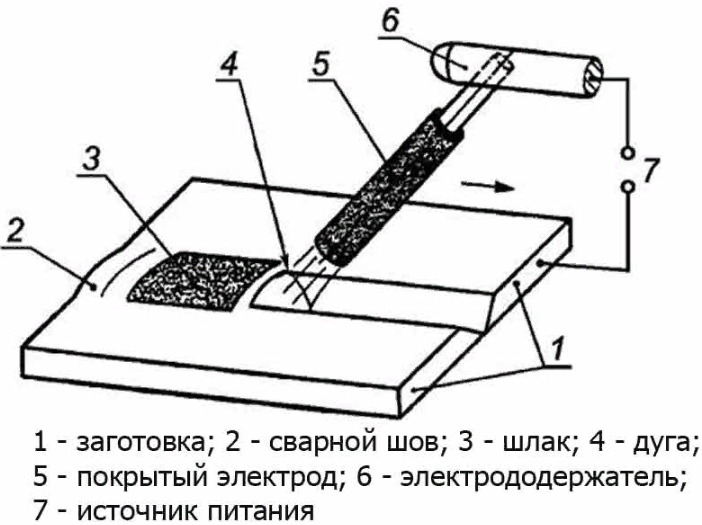
Для проведения бытовой сварки алюминия, чаще всего применяют технологии ММА и TIG. Сваривание заготовок толщиной 5-7 мм. выполняется постоянным током обратной полярности. Для толстостенных деталей потребуется предварительная подготовка. Сварка алюминия электродом в домашних условиях включает следующие этапы:
- тщательная зачистка заготовок от оксидного слоя;
- обезжиривание производится с помощью растворителя;
- для получения более прочного и однородного соединения, кромки изделий толщиной больше 5 мм. нужно снять под углом от 45 до 65 градусов;
- покрытие электродов для алюминия характеризуется активным впитыванием влаги, поэтому перед проведением сварки следует выполнить прокалку;
- свариваемую поверхность необходимо прогреть до 250°С, что способствует более эффективному расплавлению оксидной пленки;
- сила тока зависит от толщины стенок изделия, параметров шва, а также от состава основного металла.
Важно! Сварной шов не должен быть толстым, иначе он будет отличаться пористостью и трещиноватостью. Поэтому при работе с массивными деталями, следует делать несколько проходов.
Более подробная информация представлена в статье “Сварка алюминия электродами”.

Аргонодуговая сварка неплавящимся электродом требует больших финансовых затрат. Однако, качество шва значительно лучше, по сравнению с соединением методом ММА. Технология домашней сварки TIG включает следующие операции:
- аппарат должен быть оснащен осциллятором (устройство, обеспечивающее возбуждение и стабильность дуги), который улучшает параметры сваривания и расплавления окисного слоя;
- чтобы избежать перерасхода газа, необходимо выставлять вольфрамовый электрод на 5-6 мм. от наконечника;
- аргон подается с расходом в 5-8 л/мин., после с небольшой задержкой подается ток;
- после образования сварочной ванны поступательно плавится сварочная проволока;
- сваривание проводится импульсным переменным током.
Также существуют общие правила сварки алюминия, которые рекомендуется соблюдать при любом методе:
- сваривание выполняется справа налево;
- длина дуги должна составлять 1,5-2,5 мм.;
- присадочный материал подается короткими, поступательно-возвратными движениями;
- между электродом и проволокой должен быть угол в 90 градусов;
- не допускается совершать поперечные колебания вольфрамовым электродом;
- сварка тонкого алюминия проводится с подкладкой из меди или железа для отвода тепла и предотвращения появления прожогов.

прожог
Стоит ли пытаться
Сварка алюминия в домашних условиях обладает целым рядом достоинств:
- экономия финансовых средств, данное преимущество особенно актуально для исполнителей, имеющих в распоряжении необходимое оборудование;
- мгновенный результат, который можно сразу же проверить;
- возможность использования подручных средств;
- отсутствие особых требований к качеству шва.
 Однако, стоит отметить и недостатки:
Однако, стоит отметить и недостатки:
- при сварке алюминия дома исполнитель получит соединение более низкого качества;
- иногда возникают трудности при выборе присадочного материала;
- в домашних условиях сложно использовать передовые технологии, которые применяются на современных производствах;
- сложнее соблюдать правила техники безопасности;
- электроды могут храниться в неподходящих условиях, они могут отсыреть или испортиться;
- отсутствие точных методов контроля качества готового соединения.
Источник: https://WeldElec.com/info/kak-pravilno-varit/alyuminiy/doma/
Сварка алюминия электродом в домашних условиях
Сварка алюминия дома электродами подразумевает несколько различных методов.
Самым распространенным способом является сваривание инвертором, проанализированное выше.
Также при работе с плавящимися электродами может применяться сварочный трансформатор стандартного типа. Технология практически не отличается от сварки стали, но шов может быть не самого высокого качества.
Кроме использования вольфрамовых электродов при аргонодуговой сварке, также для сваривания алюминия можно применять угольные прутки. В качестве защитного газа, подающегося из горелки, может выступать аргон, ацетилен, пропан или другие. Все зависит от наличия их у исполнителя. Также сварщику понадобится порошкообразный флюс, предотвращающий прилипание электрода и убирающий оксидную пленку. Источником питания дуги может быть сварочный инвертор или трансформатор. В некоторых случаях для стабилизации рабочего процесса необходимо магнитное поле, которое создается соленоидом.
Подготовка металла к сварке
 Вне зависимости от применяемого способа сварки, обязательно следует произвести подготовительные процедуры рабочей поверхности:
Вне зависимости от применяемого способа сварки, обязательно следует произвести подготовительные процедуры рабочей поверхности:
Присадочные материалы и кромки изделий нужно очистить от грязи, масла и жира.
Химическая обработка включает несколько процедур:
- обезжиривание поверхности растворителем: уайт-спирит, ацетон, авиационный бензин или любой другой;
- травление с помощью концентрированной щелочи, продолжительность – 2 минуты;
- металл нужно промыть холодной водой;
- пассивирование 30% раствором азотной кислоты в течение двух минут;
- снова промывка водой;
- сушка.
Если сваривание алюминия осуществляется не покрытыми электродами, то разделка кромок проводится при работе с изделиями толщиной более 4 мм. Применение расходников с обмазкой подразумевает разделку кромок при соединении деталей со стенками толщиной свыше 20 мм. Торцы тонких алюминиевых листов (не более 1,5 мм.) нужно отбортовать.
С помощью напильника, щетки с ворсинками из нержавейки/стали (на картинке) или наждачной бумаги зачищается свариваемая поверхность.
Сварочный процесс
 После подготовки изделия, сварщик может приступать в основным работам.
После подготовки изделия, сварщик может приступать в основным работам.
Процесс сваривания алюминия и его сплавов включает несколько важных этапов:
- прогрев изделия до температуры в 150°С;
- настройка сварочного аппарата на необходимый режим;
- возбуждение сварочной дуги, в зависимости от метода сварки, может проводиться контактным и безконтактным способом;
- создание сварочной ванны, формирование которой происходит за несколько секунд (требуемое время примерно равно толщине детали в миллиметрах); в зоне прогрева должно появиться пятно расплавленного алюминия, имеющее зеркальную поверхность;
- после образования ванны, можно начинать подавать присадку и выполнять сваривание;
- сварка проводится дугой в 2-6 мм., используется постоянный ток обратной полярности.
Видео
Отличный демонстрационный ролик от компании Zeller, который дает представление о процессе.
Техника безопасности
Сваривание различных конструкций из алюминия подразумевает обеспечение защиты для исполнителя. Для этого необходимо использовать специальные средства: маска, рукавицы, прорезиненная обувь, асбестовое или брезентовое полотно, листовое железо.
 Нужно изолировать все элементы электрической цепи.
Нужно изолировать все элементы электрической цепи.
Нельзя проводить работы в помещениях, где находятся легковоспламеняющиеся предметы.
Обязательно наличие вентиляции в комнате, чтобы избежать отравления газами.
Правила техники безопасности НЕОБХОДИМО соблюдать, так как при работах в домашних условиях возрастает риск получить травму.
Источник: https://WeldElec.com/info/kak-pravilno-varit/alyuminiy/doma/
В чем преимущества сварки алюминия дома
Для тех, кто имеет представление о процессе сварки стали, несложно овладеть навыком соединения алюминиевых конструкций подобным способом. Это даст возможность:
- Не тратить лишнего времени на поиск квалифицированных специалистов;
- Отказаться от заказа дорогостоящих услуг мастерских;
- Расширить свои профессиональные способности, предоставляя услуги;
- Быть более независимым, выбирая материал для изготовления изделий.
Технология сварки алюминия
Источник: https://promzn.ru/obrabotka-metalla/sovety-po-svarke-alyuminiya.html
Сварка с аргоном
Метод стал доступным для домашнего использования сравнительно недавно, когда в широкой продаже появились относительно недорогие инверторы с дополнительными функциями подключения газового оборудования.
Сварка в среде аргона может осуществляться в двух видах: ручная с неплавящимся электродом и полуавтоматическая со специальной плавящейся проволокой.
Ручная TIG сварка
Это наиболее распространенный вид соединения алюминиевых деталей. Он обеспечивает надежность соединения.
Аргон, который подается в сварочную ванну, закрывает доступ атмосферному кислороду, что не позволяет образовываться оксидной пленке.
Что нужно для такого типа сварки?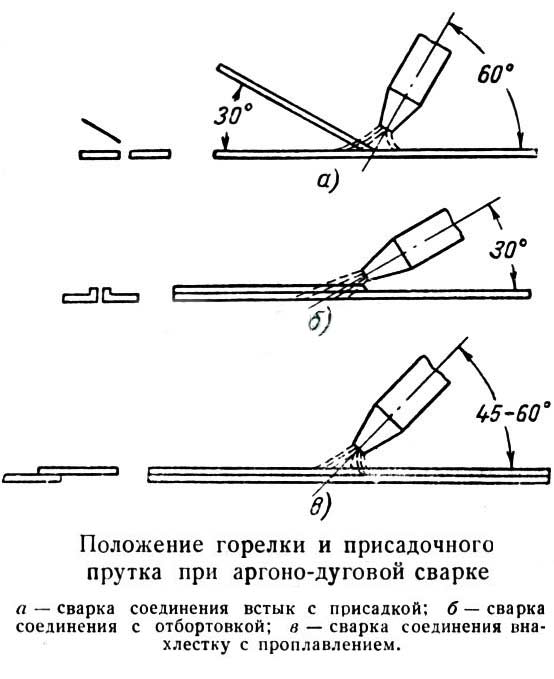
- Во-первых, электроды используются неплавящиеся из вольфрама. Их диаметр зависит от толщины деталей, а также от вида стыка у заготовок.
- Во-вторых, присадочный материал — обязательное условие для получения качественного сварного шва.
- В третьих, это защитный газ, чаще всего аргон или гелий.
Какие параметры нужно учитывать перед началом сварочного процесса?
Если вы новичок в сварочном деле,то найдите таблицу, где указываются все необходимые данные по расходу газа, диаметрам электродов и присадочных прутков. Но обычно сварщик руководствуется уже полученным опытом.
Стоит знать, что зажечь электрическую дугу в аргоне довольно затруднительно. Поэтому современные аппараты имеют осциллятор, который повышает частотность тока для быстрого поджога.
Алгоритм работы следующий.
- Заготовки выставляют в нужное положение, подключается масса. При этом аппарат настраивают на переменный ток!
- Дугу лучше всего зажигать в стороне на отдельной графитовой пластинке (нежелательно стучать вольфрамом по заготовке, это испортит электрод).
- Конец электрода ведут под углом наиболее приближенном к прямому (60-80 градусов). Расстояние электрода от ванны до 2 мм.
- Присадочный пруток подают постепенно к краю сварочной ванны под углом в 90 градусов к электроду. Не нужно подавать присадку непосредственно под электрод, это испортит шов.
- Горелку с электродом ведут за присадочным прутком, а не наоборот.
- Также не стоит слишком притапливать дугу или наоборот очень далеко отодвигать. Сварочная ванна (зона расплавленного металла) должна иметь овальную немного вытянутую форму.
- После завершения шва дугу гасят и возвращают горелку к сварочной ванне. Это делается для того, чтобы застывание проходило под аргоном. Подачу аргона перекрывают через 7-10 секунд после окончания сварки.
На выходе должен получиться волнообразный, немного вытянутый в направлении движения, сварочный шов. Если все сделать правильно, то соединение будет качественным.
Полуавтоматическая сварка в аргоне
Преимущество такого способа сварки в том, что он обеспечивает качественное соединение за счет высокого импульса. Каждая точка поставленная полуавтоматом надежно «впитывается» в шов. К тому же, проволока используемая как электрод. Имеет уже необходимые присадочные материалы, а сам сварочный процесс происходит намного быстрее.
Особенности полуавтоматической сварки алюминия следующие.
- Варить нужно только на переменном токе и с обратной полярностью.
- Проволока должна соответствовать материалу заготовок.
- Наконечник держателя нужен немного большего диаметра, чем сама проволока.
Алюминиевые расходники имеют большую скорость горения. Поэтому нужно быстрее вести шов (как и в случае с покрытыми электродами). Также нужно обеспечить соответствующую скорость подачи проволоки.
Технология сварки алюминия полуавтоматом совершенствуется постепенно с опытом. Но, научившись использовать такое оборудование, можно получать соединения намного качественные, чем с обычной электродуговой сваркой или ручной тиг.
А что вы можете добавить к материалу этой статьи? Если у Вас имеется опыт по сварке алюминия в домашней мастерской, то поделитесь им в блоке к этой статье.
Поиск записей с помощью фильтра:
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-alyuminiya.html
Технология сварки алюминия
Этапы сварки алюминия в домашних условиях одинаковы для всех способов:
- заготовки предварительно нагревают до 150⁰C;
- на аппарате выставляются настройки выбранного режима;
- зажигают дугу контактным или бесконтактным методом;
- наплавляют сварочную ванну до появления на поверхности зеркального пятна;
- затем подают присадочную проволоку, если это предусмотрено технологией, и начинают перемещать электрод вдоль стыка.
Источник: https://svarkaprosto.ru/tehnologii/kak-varit-alyuminij
Напутствия
После прочтения данной статьи вам покажется, что сваривание алюминия дома — не легкое дело.
Это зачастую означает, что у сварщика нет под рукой профессионального оборудования, дорогих составляющих, а иногда должного опыта.
Значит ли это, что вы не сумеете проделать работу относительно качественно? Нет. Руководствуйтесь нашими инструкциями, попрактикуйтесь на пробном фрагменте легкого металла. Желаем удачи!
Источник: https://prosvarku.info/tehnika-svarki/svarka-alyuminiya-v-domashnih-usloviyah
Сварка при помощи электродов со специальным покрытием
Посредством электродов со специальным покрытием выполняют сварку конструкций из алюминия, к которым не предъявляются повышенные требования по надежности и прочности соединения. Чаще всего именно таким способом выполняют сварку алюминия своими руками в домашних мастерских. К основным недостаткам данного способа сварки (с его помощью соединяют детали, толщина которых превышает 4 мм) следует отнести:
- низкую прочность сварного шва, а также его высокую пористость;
- интенсивное разбрызгивание расплавленного металла;
- достаточно сложную отделяемость шлака от поверхности шва, что может вызвать коррозию последнего.
Используя покрытые электроды и соответствующее оборудование, можно сваривать детали как из технически чистого алюминия, так и из сплавов данного металла. Наиболее популярными марками электродов, с помощью которых можно сваривать практически все виды алюминиевых сплавов, являются УАНА и ОЗАНА, пришедшие на смену устаревшим ОЗА-1 и ОЗА-2.
Электроды марки ОЗАНА-1 оптимально подходят для сварки чистого алюминия, а ОЗАНА-2 – для соединения заготовок из сплавов данного металла с кремнием (АЛ-4, АЛ-9, АЛ-11).
Электроды Kobatek для сварки алюминиевых сплавов
С использованием таких электродов сварочные работы выполняют на постоянном токе, подключаемом в обратной полярности, что следует учитывать, выбирая оборудование для выполнения работ в производственных и домашних условиях. Для выбора величины сварочного тока можно пользоваться несложным правилом: на 1 мм диаметра электрода необходимо 25–30 А постоянного тока.
При сварке деталей, характеризующихся средней, а также большой толщиной, необходим предварительный прогрев соединяемых деталей, для чего можно использовать газовую горелку. Когда требуется заварить детали значительной толщины, выполняется локальный прогрев места будущего соединения. Использование предварительного прогрева деталей (от 250 до 4000 – зависит от толщины металла), а также медленного охлаждения позволяет эффективно проплавить металл даже при сварке на небольших токах, минимизировать риск появления кристаллизационных трещин и деформации готовой конструкции.
Поскольку алюминиевые электроды плавятся достаточно быстро, следует выполнять сварочные работы с высокой скоростью. Очень важно обеспечить непрерывность сварки, осуществляемой посредством одного электрода. Обрыв дуги в таком случае приведет к тому, что конец электрода и кратер шва покроются шлаковой коркой, препятствующей повторному разжиганию.
Следует также учитывать, что при сварке алюминия электродом не совершаются поперечные колебания.
Удалять шлак следует, как только закончилась сварка. Затем необходимо промыть очищенный шов горячей водой, а после обработать металлической щеткой. Это делается для того, чтобы удалить остатки шлака со всех уголков шва (в противном случае он может стать источником развития коррозионных процессов).
Сварка по данной технологии используется преимущественно для выполнения работ в домашних мастерских и на небольших ремонтных предприятиях. Для такой сварки не придется приобретать дорогостоящее оборудование, а также расходные материалы, но выполнять с ее помощью ответственные работы не рекомендуется. Что удобно, при этом можно использовать даже то оборудование, которое изготовлено своими руками.
Источник: http://met-all.org/obrabotka/svarka/svarka-alyuminiya-v-domashnih-usloviyah.html
Полезные советы
Повысить качественные показатели сварки алюминия в домашних условиях помогут рекомендации специалистов:
- разделывая кромки, следует учитывать, что при уменьшении угла фасок увеличивается ширина шва;
- при соединении деталей толщиной больше 7 мм между ними нужно оставить зазор 2 мм;
- чтобы шов получился ровным по ширине, детали сначала прихватывают с обеих сторон;
- перед завариванием трещину расширяют и углубляют, так как варить алюминий без ее заполнения бесполезно;
- толстостенные детали сваривают в несколько проходов до заполнения стыка, удаляя шлак с каждого шва.
Узнав как сваривать алюминий в домашних условиях можно переходить к практике. Однако, чтобы не стать жертвой несчастного случая, прежде нужно запастись одеждой и перчатками из огнеупорного материала. Для работы дома лучше приобрести аппарат с возможностью проведения ручной и аргонодуговой сварки.
Источник: https://svarkaprosto.ru/tehnologii/kak-varit-alyuminij
Безопасное проведение сварочных операций
При сварке алюминия в домашних условиях, а также его сплавов воздействию неблагоприятных факторов подвергается в первую очередь мастер, выполняющий работы.
Для предотвращения травм предполагается иметь:
- Спецодежду из ткани огнеупорного качества;
- Индивидуальные средства защиты органов дыхания;
- Защитную маску;
- Приточно-вытяжную вентиляцию;
- Надежное заземление электрооборудования.
Видео: Сварка алюминия штучным электродом
Источник: https://promzn.ru/obrabotka-metalla/sovety-po-svarke-alyuminiya.html
Количество использованных доноров: 6
Информация по каждому донору:
- https://WeldElec.com/info/kak-pravilno-varit/alyuminiy/doma/: использовано 2 блоков из 5, кол-во символов 9015 (47%)
- https://WikiMetall.ru/metalloobrabotka/svarka-alyuminiya.html: использовано 2 блоков из 5, кол-во символов 4001 (21%)
- https://promzn.ru/obrabotka-metalla/sovety-po-svarke-alyuminiya.html: использовано 2 блоков из 7, кол-во символов 930 (5%)
- http://met-all.org/obrabotka/svarka/svarka-alyuminiya-v-domashnih-usloviyah.html: использовано 1 блоков из 7, кол-во символов 3327 (17%)
- https://svarkaprosto.ru/tehnologii/kak-varit-alyuminij: использовано 2 блоков из 6, кол-во символов 1319 (7%)
- https://prosvarku.info/tehnika-svarki/svarka-alyuminiya-v-domashnih-usloviyah: использовано 1 блоков из 5, кол-во символов 421 (2%)