
Процесс современной сварки относится к высоким технологиям с классификацией и критериями качества. Поскольку главным финальным продуктом являются сварочные швы, они также хорошо описаны, классифицированы и имеют свои критерии качества и способы выполнения.
Стандарты сварки в виде ГОСТов содержат исчерпывающие сведения и условные обозначения вариантов самого разного назначения.
Источник: https://tutsvarka.ru/vidy/svarochnye-shvy
Содержание
- 1 2. КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ СВАРНЫХ СОЕДИНЕНИЙ ПРИ РУЧНОЙ ДУГОВОЙ СВАРКЕ
- 2 Виды сварочных швов
- 3 2.1 Геометрические параметры сварного шва
- 4 Сравниваем, оцениваем
-
5 Какие бывают сварочные швы и соединения, классификация
- 5.1 По способу выполнения:
- 5.2 По степени выпуклости:
- 5.3 По положению в пространстве:
- 5.4 По протяженности:
- 5.5 Виды сварных соединений и швов по взаимному расположению:
- 5.6 По направлению действующего усилию и вектору действия внешних сил:
- 5.7 Виды сварных швов по форме свариваемых изделий:
- 5.8 Виды швов зависят также от толщины рабочего материала и от длины самого стыка:
- 6 Швы по положению в пространстве
- 7 2.2 Обозначения сварных швов
- 8 Сварные соединения по очертанию
- 9 Зачистка сварных швов
- 10 Брак и швейные дефекты
- 11 Некоторые советы по сварке различных соединений
- 12 Итог
2. КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ СВАРНЫХ СОЕДИНЕНИЙ ПРИ РУЧНОЙ ДУГОВОЙ СВАРКЕ
В связи с важностью правильной подготовки свариваемых кромок с точки зрения качества, экономичности, прочности и работоспособности сварного соединения созданы государственные стандарты на подготовку кромок под сварку. Стандарты регламентируют форму и конструктивные элементы разделки и сборки кромок под сварку и размеры готовых сварных швов.
ГОСТ 5264-80 «Швы сварных соединений. Ручная электродуговая сварка. Основные типы, конструктивные элементы и размеры» и ГОСТ 11534-75 «Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры» регламентируют конструктивные элементы подготовки кромок и размеры выполненных швов при ручной дуговой сварке металлическим электродом во всех пространственных положениях.
Необходимо отметить некоторые особенности применения стандартов. Различные способы электрической сварки плавлением в силу их технологических особенностей позволяют получить различную максимальную глубину проплавления. Варьируя основными параметрами режима сварки, конструктивными типами разделки кромок, можно увеличивать или уменьшать глубину проплавления и другие размеры шва.
По указанной причине упомянутые стандарты, регламентирующие конструктивные элементы разделки кромок, учитывают возможность варьирования силой сварочного тока, напряжением, диаметром электродной проволоки (плотностью тока) и скоростью сварки. В тех случаях, когда процесс сварки обеспечивает использование больших токов, высокой плотности тока и концентрации теплоты, возможны повышенная величина притупления, меньшие углы разделки и величина зазора.
При ручной дуговой сварке такие факторы, как величина сварочного тока, скорость сварки и напряжение дуги, изменяются в небольших пределах.
Чтобы обеспечить сквозное проплавление кромок изделия при сварке односторонних стыковых или угловых швов при толщине листов свыше 4 мм, сварку приходится вести по заранее разделанным кромкам. При ручной сварке сварщики не могут существенно изменить глубину проплавления основного металла, но, меняя размах поперечных колебаний электрода, они могут значительно изменять ширину шва.
При толщине листов 9 — 100 мм ГОСТ 5264-80 для стыковых соединений предусматривает обязательную разделку кромок и зазор, которые имеют различную величину в зависимости от толщины металла и типа соединения.
Во всех случаях, используя стандарты на подготовку кромок, следует выбирать такие типы разделок, при которых обеспечиваются наименьшие объем и стоимость работ по разделке кромок, объем и масса наплавленного металла, полный провар по толщине, плавная форма сопряжения внешней части шва и минимальные угловые деформации.
Большое влияние на качество сварных соединений и экономичность процесса сварки оказывают чистота кромок и прилегающей к ним поверхности основного металла, точность подготовки кромок и сборки под сварку. Заготовки для свариваемых деталей следует изготовлять из предварительно выправленного и зачищенного металла. Вырезку деталей и подготовку кромок осуществляют механической обработкой (на пресс-ножницах, кромкострогальных и фрезерных станках), газокислородной и плазменной резкой и др. После применения тепловых способов резки кромки зачищают от грата, окалины и т. п. (шлифовальными кругами, металлическими щетками и др.).
В некоторых случаях при сварке высоколегированных сталей основной металл в зоне термического влияния после резки также удаляют механическим путем. Перед сборкой кромки прилегающие участки основного металла (на 40 мм от кромки) должны быть очищены от масла, ржавчины и других загрязнений металлическими щетками, дробеструйной обработкой или химическим травлением. Детали собирают на прихватках (коротких швах) длиной 20 — 30 мм или в специальных сборочных приспособлениях.
Источник: https://eti.su/articles/instrument-i-prinadlezhnosti/instrument-i-prinadlezhnosti_1492.html
Это интересно: Сварка вертикальных швов — выбор технологии
Виды сварочных швов

Типы сварочных соединений.
Как и методы сварки, виды сварочных швов подпадают под стройную классификацию по разным критериями:
- Способу соединения деталей;
- Положению во время сварки;
- Протяженности шва;
- Расположению к силе, действующей на шов.
Самые популярные и важные виды швов объединены в группу по способу соединения деталей:
- Стыковые.
- Угловые.
- Тавровые.
- Внахлест.
Важно! Какой бы вид шва от сварки вы не выбрали, нужно помнить и соблюдать одно простое правило: никакой ржавчины на металле! Предварительная обработка напильником или наждачной бумагой обязательна, вопрос больше не обсуждается.
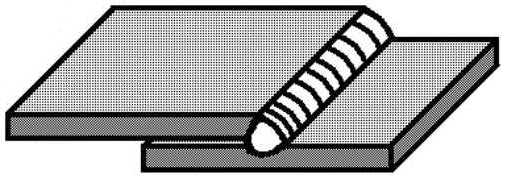
Швы встык
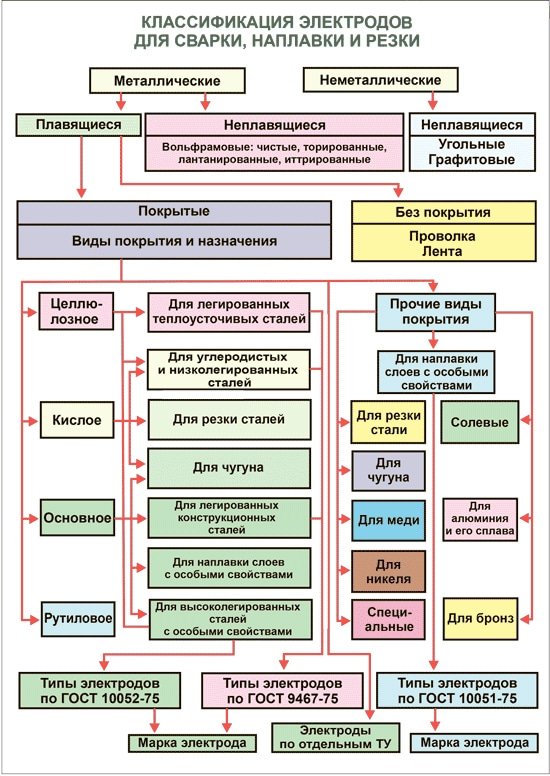
Классификация электродов для сварки.
Виды сварных соединений включают как очень популярные способы, так и редкие. Стыковые способы можно отнести к высокой популярности: они используются при сварке листового металла или торцов труб. Принципиальное требование для стыкового способа – жесткая фиксация соединяемых деталей с зазором 1 – 2 мм, который заполняется металлом по ходу процесса сварки.
Важнейший «стыковой» вопрос – края деталей, которые будут плавиться и соединяться. Вернее, способ обработки этих краев. Стыковое соединение считается одним из самых надежных и экономичных с точки зрения прочности. Особенно это касается случаев, когда варят с обеих сторон. Предварительная подготовка краев – серьезная составляющая высокого качества шва. Все 32 типа стыковых соединений с вариантами обработки краев изложены в стандарте ГОСТ 5264-80.
Вот некоторые примеры:
- Если лист металла тонкий – меньше 4 мм, предварительная обработка не требуется, это семейство с условными обозначениями С1, С2, С3.
- Если толщина листа в пределах 4 – 12 мм, шов можно варить как с одной, так и с двух сторон. Но в этом случае необходима обработка края зачисткой. Здесь все зависит от требований к качеству сварки. Если вы решили варить с одной стороны, вам придется делать несколько проходов для заполнения шва. Если требуется высокое качество – зачищать и варить нужно с двух сторон. Зачистки бывают в виде V или U. Вариантов множество, все перечислены в ГОСТе, например, условные обозначения С28, С42.
- Если металлический лист толще 12 мм, применяются только двойные швы с обработкой краев с обеих сторон в виде буквы Х. V или U формы зачистки кромок при большой толщине невыгодны: потребуется слишком много металла для их заполнения. А это снижает скорость процесса и повышает расход электродов. Условные обозначения С27, С39, С40.
Нет нужды излагать в данном обзоре все возможные способы сварки металлов дуговым методом в зависимости от толщины листов и способов обработки краев, лучше ГОСТа 5264-80 никто этого не сделает. Поэтому самым правильным решением будет сослаться на него и рекомендовать этот прекрасный образец технической инструкции для тщательного изучения.
 Если коротко по ГОСТу, стыковое семейство делится на:
Если коротко по ГОСТу, стыковое семейство делится на:
- Односторонние и двусторонние без обработки кромок;
- С обработкой одной из кромок;
- С обработкой обеих кромок;
- Распилкой в виде V или X;
- С двусторонней обработкой обеих кромок.
Тавровые соединения
Тавровый способ в разрезе представляет собой букву «Т»: торец одной детали приварен к боковой поверхности другой детали. Чаще всего элементы расположены перпендикулярно друг к другу. В ГОСТе 5264-80 описаны 9 тавровых видов: с Т1 по Т9. Для качественного таврового соединения необходимо глубокое плавление, которое выполняется с помощью автоматической сварки. Если сварка ручная, тщательная обработка кромок обязательна.
Интересная особенность тавровых швов глубокого плавления: они прочнее основного металла. Прочность угловых швов (о них см. ниже), напротив, меньше основного металла. Такого рода различия нужно не просто учитывать, а заранее производить расчеты. Понятие «расчет сварных соединений» входит в особый раздел технической механики, который изучается на инженерных факультетах.
Эти задачи сопромата учитывают главные особенности и недостатки сварочных соединений: неравномерную прочность, неровные процессы нагрева и охлаждения, как результат, возможное коробление, остаточное напряжение или скрытые дефекты.
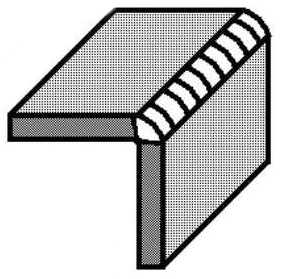
Угловые соединения
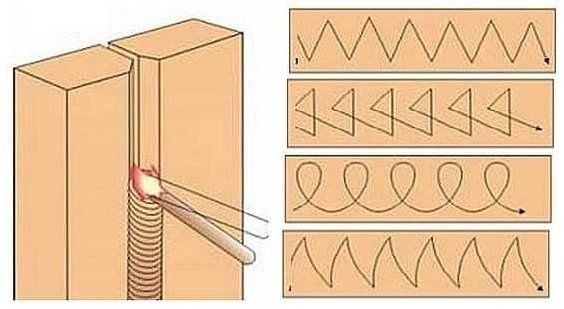
Схема создания вертикального шва.
В некоторых источниках угловые швы при сварке описываются как часть тавровых. Их описать так же легко, как тавровые: угловой профиль напоминает букву «Г», а в ГОСТе 5264-80 они обозначаются с начальной буквой «У»: от У1 до У10.
При кажущейся простоте в сварке углового соединения иногда возникают трудности: металл стекает с угла или вертикальной поверхности на горизонтальную. Решение такой проблемы – контроль движения электрода, чтобы соблюдать правильные углы его наклона, и чтобы это движение было ровным. В этом случае вы получите качественный ровно заполненный шов.
Отличным способом качественной угловой варки является метод, получивший название «сварка в лодочку»: детали расположены друг к другу под прямым углом, длина швов 8 мм и больше.
Если сварка угловых соединений включает листы металла разной толщины – тонкий и толстый – электрод должен быть расположен к более толстой детали под углом 60 градусов, чтобы больше прогрева пришлось на нее. Тогда тонкий металл не прогорит.
Сварка угловых швов предусматривает выполнение правил геометрии сварочных соединений.
Главные геометрические критерии следующие:
- Ширина – зазор между краями сплавления металлов;
- Изогнутость – зазор в точке максимальной вогнутости;
- Выпуклость – зазор в точке максимальной выпуклости;
- Корень стыка – самая далекая от профиля грань (фактическая изнанка)
Сварка углового шва будет самой оптимальной при вогнутой форме уровня. Это объясняется риском неполной проварки угловых швов корня на всю толщину. Если говорить о самом прочном варианте из всех возможных, нужно помнить о множестве разнообразных факторов.
Основные типы сварных швов.
Основные нормы электросварки на величину шва:
- Напряжение тока дуги;
- Темп работы;
- Величина сечения проволоки;
- Величина, плотность, полярность напряжения.
Например, при увеличении силы тока увеличивается глубина провара (размер не меняется). Но в то время, когда дуга усиливается, шов расширяется и, как следствие, падает глубина провара.
Если уменьшается размер сечения сварной проволоки, ток в проводе усиливается, глубина провара увеличивается, а сам шов уменьшается в размерах. Примеров оптимального сочетания факторов сварки много. Все виды сварных соединений содержат главное требование – не нарушать технологии выполнения, заранее планировать и рассчитывать величины всех вводимых параметров.
Швы внахлест
Соединения внахлест: поверхности параллельны друг другу, частично перекрывают друг друга, сварены угловым способом. Это самые простые для исполнения швы – отличный старт для обучения новичков.

Соединение внахлест – схема.
Все типы сварных швов внахлест имеют строгое ограничение по толщине листового металла – он должен быть не больше 8 мм. Здесь важно найти правильный угол наклона электрода – диапазон от 15 до 45 градусов. В ГОСТе соединения внахлест условно обозначены как H1 и H2.
При работе с двумя заготовками часто используется односторонняя точеная сварка, у которой отмечается серьезный недостаток: между деталями формируются зазоры. Влага, коррозия становятся главными врагами при таком способе. Результат такого рода дефектов описывается одним словом – недолговечность.
Тем не менее, соединения внахлест имеют очень широкое применение, вот несколько таких примеров:
- Установка легких конструкций типа павильонов или ларьков;
- Установка рекламных щитов и других конструкций;
- Сборка тентов, навесов.
Источник: https://tutsvarka.ru/vidy/svarochnye-shvy
2.1 Геометрические параметры сварного шва
Стыковой шов. Элементами геометрической формы стыкового шва (рисунок 14) являются ширина шва — е, выпуклость шва — q, глубина провара — h, толщина шва — с, зазор — b, толщина свариваемого металла — S.
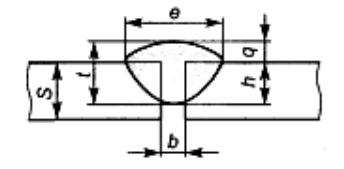
Рисунок 14 — Геометрические параметры стыкового шва
Ширина сварного шва — расстояние между видимыми линиями сплавления на лицевой стороне сварного шва при сварке плавлением.
Выпуклость сварного шва определяется расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом, и поверхностью сварного шва, измеренным в месте наибольшей выпуклости.
Глубина проплавления (провара) представляет собой наибольшую глубину расплавления основного металла в сечении шва. Это глубина проплавления свариваемых элементов соединения.
Толщина шва включает выпуклость сварного шва q и глубину проплавления (с = q + h).
Зазор — расстояние между торцами свариваемых элементов. Устанавливается в зависимости от толщины свариваемого металла и составляет 0 — 5 мм (большой размер для толстого металла).
Характеристикой формы шва является коэффициент формы сварного шва ψш — коэффициент, выражаемый отношением ширины стыкового или углового шва к его толщине. Для стыкового шва оптимальное значение ψш от 1,2 до 2 (может изменяться в пределах 0,8 — 4).
Другой характеристикой формы шва является коэффициент выпуклости сварного шва, который определяют отношением ширины шва к выпуклости ψш шва. Коэффициент ψш не должен превышать 7 — 10.
Ширина сварного шва и глубина провара зависят от способа и режимов сварки, толщины свариваемых элементов и других факторов.
Угловой шов. Элементами геометрической формы углового шва (рисунок 15) являются катет шва — k, выпуклость шва — q, расчетная высота шва — р, толщина шва — а.
Катет углового шва — кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части.
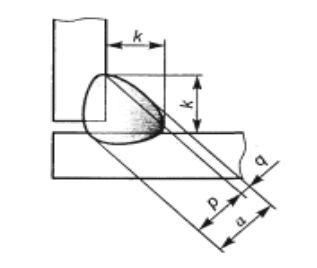
Рисунок 15 — Геометрические параметры углового шва
Выпуклость сварного шва определяется расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом, и поверхностью сварного шва, измеренным в месте наибольшей выпуклости.
Расчетная высота углового шва — длина перпендикуляра, опущенного из точки максимального проплавления в месте сопряжения спариваемых частей на гипотенузу наибольшего, вписанного во внешнюю часть углового шва прямоугольного треугольника.
Толщина углового шва — наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла.
Если шов выполнен вогнутым, то измеряют вогнутость углового шва. Она определяется расстоянием между плоскостью, проходящей через видимые линии границы углового шва с основным металлом, и поверхностью шва, измеренной в месте наибольшей вогнутости.
В зависимости от параметров сварки и формы подготовки свариваемых кромок деталей доли участия основного и наплавленного металлов в формировании шва могут существенно изменяться (рисунок 16).
Коэффициент доли основного металла в металле шва определяют по формуле
K = Fо/(Fо + Fэ),
где Fо — площадь сечения шва, сформированная за счет расплавления основного металла;
Fэ — площадь сечения шва, сформированная за счет наплавленного электродного металла.
При изменении доли участия основного и присадочного металлов в формировании шва его состав может изменяться, следовательно, изменяются и его механические, коррозионные и другие свойства.
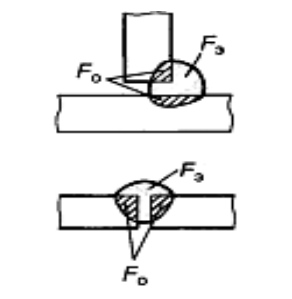
Рисунок 16 — Площади сечения расплавленного основного металла (Fo) и наплавленного (Fэ) электродного металла
Основные типы и конструктивные элементы швов сварных соединений для ручной дуговой сварки регламентирует ГОСТ 5264-80.
Источник: https://eti.su/articles/instrument-i-prinadlezhnosti/instrument-i-prinadlezhnosti_1492.html
Сравниваем, оцениваем
Из вышеперечисленных вариантов самыми надежным и экономичным считается стыковой способ сварки. По действующим нагрузкам они практически равны целым элементам, которые не подвергались сварке, иными словами – основному материалу. Естественно, такая прочность достигается только при адекватном качестве работ.
Вместе с тем нужно помнить, что надежность и экономичность способа не означает простоту его исполнения. Требования к обработке краев, подгонка множества факторов под условия конкретной сварки, определенные ограничения в применении из-за формы – все это требует жесткой профессиональной дисциплины.
Сварка стыковых швов.
Тавровые соединения (включая угловые) тоже довольно популярны. Особенно часто их используют при сварке массивных конструкций.
Самые простые для исполнения – соединения внахлест. В них не требуется обработка кромок, общая подготовка тоже намного проще. Очень популярны в сварке листов небольшой толщины (допускается толщина до 60 мм). Простота не означает экономичности: перерасход наплавленного и основного металлов – обычная для таких вариантов ситуация.
Источник: https://tutsvarka.ru/vidy/svarochnye-shvy
Какие бывают сварочные швы и соединения, классификация
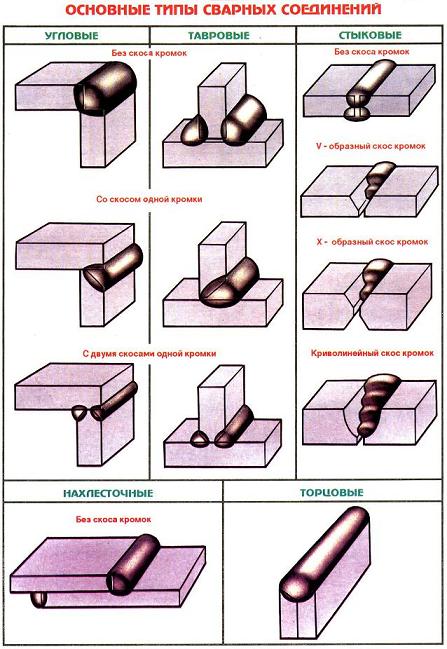
В таблице 1 приведены основные типы сварочных соединений, сгруппированные по форме поперечного сечения.
|
№ п/п |
Сварные соединения и швы | Особенности расположения | Основное применение | Примечание |
| 1 | Стыковые
|
Соединяемые детали, элементы находятся в одной плоскости. | Сварка конструкций из листового металла, резервуаров и трубопроводов. | Экономия расходных материалов и времени на сварку, прочность соединения. Тщательная подготовка металла и выбор электродов. |
| 2 |
Угловые
|
Соединяемые детали, элементы расположены под любым углом относительно друг друга. | Сварка емкостей, резервуаров. | Максимальная толщина металла 3 мм. |
| 3 |
Нахлесточные
|
Параллельное расположение деталей. | Сварка конструкций из листового металла до 12 мм. | Большой расход материала без тщательной обработки. |
| 4 | Тавровые (буквой Т)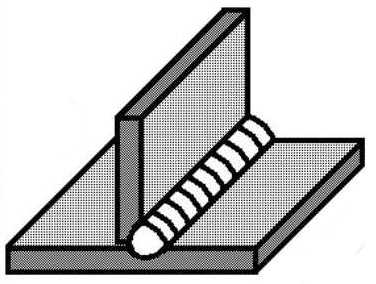
|
Торец одного элемента и боковая часть другого находятся под углом | Сварка несущих конструкций. | Тщательная обработка вертикального листа. |
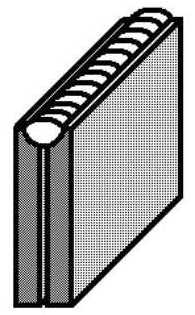
| 5 |
Торцовые
|
Боковые поверхности деталей примыкают друг к другу | Сварка сосудов без давления | Экономия материала и простота исполнения |
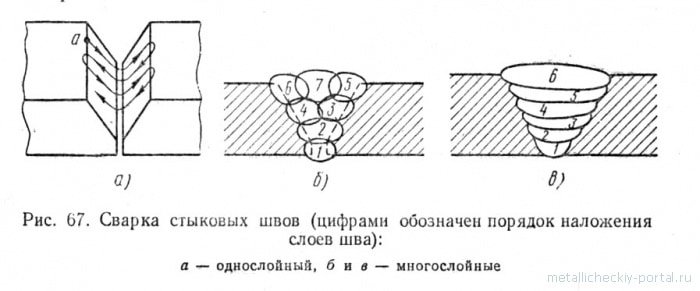
По способу выполнения:
- Двухсторонние – сварка с двух противоположных сторон с удалением корня первой стороны;
- Однослойные – выполнение за один «проход», с одним наплавленным валиком;
- Многослойные – число слоев равно числу «проходов». Применяется при большой толщине металла.

По степени выпуклости:
- Выпуклые – усиленные;
- Вогнутые – ослабленные;
- Нормальные – плоские.

На выпуклость шва влияют используемые сварочные материалы, режимы и скорость сварки, ширина разделки кромок.
По положению в пространстве:
- Нижние – сварка ведется под углом 0° – наиболее оптимальный вариант, высокие производительность и качество;
- Горизонтальные – сварка ведется под углом от 0 до 60° требуют повышенной
- Вертикальные- сварка ведется под углом от 60 до 120° квалификации сварщика;
- Потолочные – сварка ведется под углом от 120 до 180° – наиболее трудоемкие, небезопасные, сварщики проходят специальное обучение.
![]()
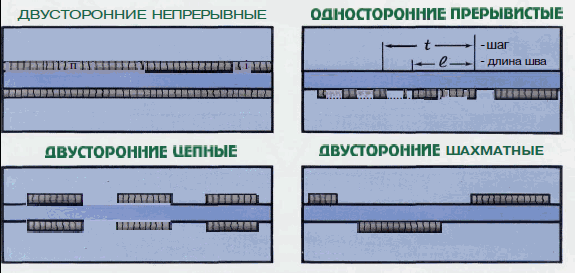
По протяженности:
- Сплошные – самые распространенные;
- Прерывистые – негерметичность конструкции.
Виды сварных соединений и швов по взаимному расположению:
- Расположены по прямой линии;
- Расположены по кривой линии;
- Расположены по окружности.
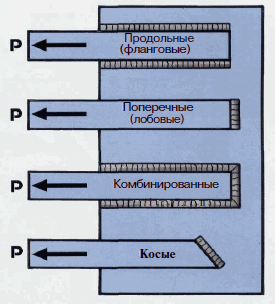
По направлению действующего усилию и вектору действия внешних сил:
- фланговые – вдоль оси сварного соединения;
- лобовые – поперек оси сварного соединения;
- комбинированные – сочетание фланговых и лобовых;
- косые –под некоторым углом к оси сварного соединения.
Виды сварных швов по форме свариваемых изделий:
- на плоских поверхностях;
- на сферических.
Виды швов зависят также от толщины рабочего материала и от длины самого стыка:
- короткие – не > 25 см, при этом сварка производится способом «за один проход»;
- средние – длиной < 100 см – используется обратно-ступенчатый способ сварки, при этом строчка разбивается на малые отрезки длиной в 100-300 мм;
Все протяженные швы обрабатываются обратно-ступенчатым способом, от центра к краям.
Источник: https://svarkagid.ru/tehnologii/klassifikatsiya-svarnyh-shvov-soedinenij.html
Это интересно: Сварочные швы — разновидности и особенности
Швы по положению в пространстве
Следующий критерий классификации – положение поверхностей в пространстве. Таких положений четыре:
- Нижние швы
- Горизонтальные
- Вертикальные
- Потолочные
Если бы можно было выбирать, опытные мастера выбрали бы сварку в нижнем положении. Это самый удобный способ, к тому же лучше контролируется сварочная ванна. Подходящий способ для дебютных работ новичков – здесь практически не встречаются сложности. Зато три остальных пространственных варианта сопряжены с техническими нюансами и специальными требованиями к исполнению.
В сварке в горизонтальном положении главной проблемой выступает сила тяжести – из-за нее металл попросту сползает вниз. Такие соединения можно варить как справа налево, так и слева направо, кому как удобно. Но правило использования электрода одно на всех: угол его наклона должен быть достаточно большим. Конечно, при подборе угла нужно учитывать параметры тока и скорость движения, все взаимосвязано.
Подбирайте, пробуйте, главное – чтобы ванна не стремилась вниз. Если металл все-таки стекает, нужно уменьшить его прогрев – это можно сделать, увеличив скорость движения. Второй вариант – отрывать периодически дугу, чтобы металл хоть чуть-чуть остывал. Метод с отрывом дуги больше подходит новичкам
![]()
Классификация швов по положению в пространстве.
Потолочное соединение – самое сложное в подгруппе, для которого понадобится настоящее мастерство. В положении электрода нет никаких других вариантов – держать только под прямым углом к потолку. Дугу взять покороче, скорость круговых движения должна быть постоянной. Выделение газов и шлаков в данном случае затруднено, расплав трудно удержать от стекания. Даже если мастерство на должном уровне, и все технологические требования выполнены верно, потолочный способ уступает по прочности и общему качеству сварочным швам во всех других положениях.
Источник: https://tutsvarka.ru/vidy/svarochnye-shvy
2.2 Обозначения сварных швов
Условные изображения швов сварных соединений. Основные типы, конструктивные элементы, размеры и условные обозначения сварных соединений и швов на чертежах, а также форма и размеры подготовки свариваемых кромок из различных конструкционных материалов, применяемых при дуговой сварке, регламентируются стандартами.
На чертежах сварных изделий применяют условные изображения и обозначения швов, приведенные в ГОСТ 2.312-72.
Шов сварного соединения, независимо от способа сварки, условно изображают: видимый — сплошной основной линией (рисунок 17.а — 17.в), невидимый — штриховой (рисунок 17.г). Видимую одиночную сварную точку, независимо от способа сварки, условно обозначают знаком «+» (рисунок 17. б).
От изображения шва или одиночной точки проводят линию- выноску с односторонней стрелкой, указывающей место расположения шва. Линию-выноску предпочтительно выполнять от изображения видимого шва.
На изображение сечения многопроходного шва допускается наносить контуры отдельных проходов, при этом их необходимо обозначать прописными буквами русского алфавита (рисунок 18. а).
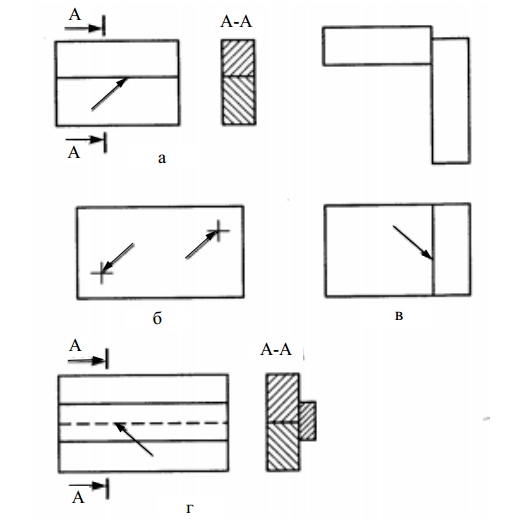
Рисунок 18 — Изображение сечения многопроходного шва (а) и нестандартных швов (б)
Нестандартные швы (рисунок 18.б) изображают с указанием конструктивных элементов, необходимых для выполнения шва по данному чертежу.
На чертежах поперечных сечений границы шва наносят сплошными основными линиями, а конструктивные элементы кромок в границах шва — сплошными тонкими линиями.
Источник: https://eti.su/articles/instrument-i-prinadlezhnosti/instrument-i-prinadlezhnosti_1492.html
Сварные соединения по очертанию
Как классифицируются сварные швы по очертанию:
- Продольные: требуют самой тщательной подготовки металла в виде доскональной зачистки от заусениц, кромок и любых неровностей, помимо всего необходимо обезжиривание поверхностей участка сварки.
- Кольцевые: это работы по окружностям со своими специальными требованиями – чрезвычайно высокими аккуратностью и точностью.
Источник: https://tutsvarka.ru/vidy/svarochnye-shvy
Зачистка сварных швов
По своему виду вновь сваренные швы иногда напоминают келоидные рубцы на коже человека: они выпуклые и выступают над поверхностью. Шлак, окалина, капли металла часто остаются на поверхности. Убрать все это можно и нужно, процесс называется зачисткой швов.
Его этапы:
- Сбить окалину молотком или зубилом;
- Выровнять участок болгаркой;
- Иногда нужно нанести тонкий слой расплавленного олова (лужение).
Источник: https://tutsvarka.ru/vidy/svarochnye-shvy
Брак и швейные дефекты
Самый частый дефект в работе новичка – кривой шов с неровным заполнением. Такая картина – результат неравномерного ведения электрода, он буквально пляшет в руках юного мастера. Здесь вам понадобятся упорство и труд: с опытом все это проходит без следа. Вторая по частоте ошибка – неверный выбор силы тока или длины дуги, после чего остаются «подрезы» или неровное заполнение. При одних дефектах больше страдает эстетика, при других – прочность.
Непровар – недостаточное заполнение металлом стыка деталей. Его нужно исправлять, так как речь идет о прочности соединения.
В каких случаях появляется непровар:
- Некачественная обработка (или отсутствие таковой) кромок поверхностей;
- Слишком слабая сила тока;
- Слишком быстрое движение электрода.
Подрез – ненужная канавка вдоль шва. Диагноз простой, это выбор слишком длинной дуги. Лечение тоже понятное: либо дугу покороче, либо силу тока побольше.

Примеры схем движения электрода.
Прожог – банальная дырка в шве по следующим причинам:
- Широкий зазор между краями;
- Слишком большая сила тока;
- Низкая скорость движения электрода
И здесь ищем оптимальное соотношение трех составляющих: тока, ширины зазора, движения электрода.
Поры и наплывы – множественные отверстия малого размера. Это критический дефект, влияющий на прочность соединения.
Причины:
- Грязь и ржавчина на металле;
- Попадание кислорода к расплавленному металлу (при сквозняке);
- Некачественная обработка кромок;
- Электроды низкого качества;
- Использование присадочных проволок;
Трещины – серьезные нарушения целостности швов. Появляются после остывания металла и по своей сути являются предвестниками разрушения самого шва. В данном случае спасет только новая сварка или полное удаление старого шва и повторное накладывание нового.
Источник: https://tutsvarka.ru/vidy/svarochnye-shvy
Некоторые советы по сварке различных соединений
Можно ли новичку самостоятельно научиться накладывать качественные швы? Да, без сомнений. В некоторых источниках присутствует слово «с легкостью». Легкости лучше не обещать, потому что сварка никогда не была легким и безопасным процессом. Но определить последовательные и выполнимые шаги вполне возможно самостоятельно. Принцип – от простого к сложному. Безусловно, все основные типы сварочных соединений имеют свои секреты и тонкости, которые нужно освоить.
Для дебютантов лучше всего подойдет электрическая дуговая сварка. Самый оптимальный вариант – начинать учиться под присмотром опытного наставника. Но если такой возможности нет, в сети огромное количество видеороликов с показом всех действий и подробнейшими разъяснениями к ним.
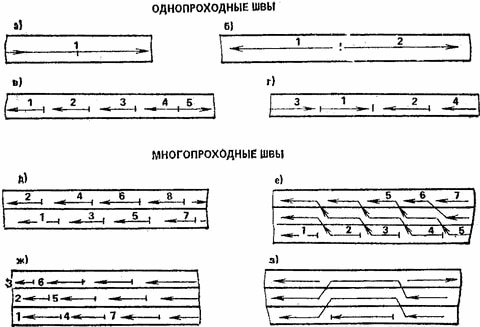
Однопроходные и многопроходные швы.
Главный начальный этап – это грамотная подготовка нужного оборудования.
Вот что нужно подготовить для электрической дуговой сварки:
- Сварное оборудование (разные типы);
- Электроды с правильно подобранным диаметром (чрезвычайно важно!)
- Молоток для зачистки остывшего шва;
- Металлическая щетка для той же зачистки сварного участка
- Маска, специальный световой фильтр.
Требования к одежде простые: она должна быть плотной, с длинными рукавами и перчатками. Пригодятся выпрямитель с трансформатором (особенно если оборудование старое).
Источник: https://tutsvarka.ru/vidy/svarochnye-shvy
Итог
Основные типы сварных соединений уложены в рамки точной и ясной классификации с условными обозначениями и детальным описанием технологических особенностей и советов. Один из самых популярных стандартов – ГОСТ 5264-80 с описанием практически всех видов сварочных швов.
Научиться сварке можно самостоятельно по принципу «от простого к сложному». «Простым» началом для исполнения можно взять швы внахлест. Закончить можно работой высшего пилотажа – сваркой при потолочном расположении поверхностей. Желаем чистого металла, хороших заказов и рабочего настроения.
Источник: https://tutsvarka.ru/vidy/svarochnye-shvy
Количество использованных доноров: 3
Информация по каждому донору:
- https://tutsvarka.ru/vidy/svarochnye-shvy: использовано 9 блоков из 11, кол-во символов 15916 (57%)
- https://eti.su/articles/instrument-i-prinadlezhnosti/instrument-i-prinadlezhnosti_1492.html: использовано 3 блоков из 6, кол-во символов 8931 (32%)
- https://svarkagid.ru/tehnologii/klassifikatsiya-svarnyh-shvov-soedinenij.html: использовано 1 блоков из 4, кол-во символов 3009 (11%)