Создание трубопроводов в жилых и общественных зданиях – одна из самых важных частей жизнеобеспечения. При этом часто используют прочные и надежные трубы из полипропилена, обладающие большой долговечностью – но только при условии правильной разводки коммуникаций и правильного соединения элементов.
Источник: https://stroy-okey.ru/house/vodoprovod/kak-payat-polipropilenovye-truby-polnaya-instrukciya/
Содержание
- 1 Виды и назначение
- 2 Используемое оборудование
- 3 Комплект для сварки труб
- 4 Необходимые инструменты и материалы для пайки
- 5 Влияние ошибок на качество сварки
- 6 Особенности труб, учитываемые при монтаже
- 7 Инструмент для монтажа полипропиленовых труб
- 8 Способы пайки
- 9 Соединение труб пайкой с армированием
- 10 Этап второй. Сварка полипропиленовых труб
- 11 Распространённые ошибки
- 12 Специфика пайки труб из полипропилена
- 13 Альтернатива сварке
- 14 Видео по пайке
- 15 Частые ошибки
- 16 Советы специалистов
- 17 Канализационная система из ПП труб
- 18 Этап третий. Монтаж трубопровода
- 19 Какие трубы подойдут именно вам
- 20 Этап первый. Составление проекта
- 21 Почему полипропилен для сварки лучше, чем металл
Виды и назначение
Трубы из полипропилена могут быть четырех цветов — зеленые, серые, белые и черные. Отличаются характеристиками только черные — они имеют повышенную стойкость к ультрафиолету и используются при прокладке системы полива по грунту. Все остальные имеют схожие характеристики и прокладываются в помещениях или закапываются в грунт.
По назначению полипропиленовые трубы бывают следующих видов:
- Для холодной воды (температура до +45°C). Отличить их легко по продольной полосе голубого цвета.
- Для горячего водоснабжения (нагрев до +85°C). Отличительная черта — полоса красного цвета.
- Универсальные (максимальный нагрев до +65-75°C в зависимости от производителя). Наносится две полосы рядом — голубая и красная.

Цвета на характеристики не влияют
Как для холодной, так и для горячей воды есть трубы с разными характеристиками. Отображается это в маркировке:
- PN10 используются исключительно в системах холодного водоснабжения ( до +45°C) с низким давлением (до 1 МПа). Имеют небольшую толщину стенок. Для многоэтажек не подходят.
- PN16. Часто маркируются как универсальные, но чаще используют для холодной воды — выдерживают нагрев среды до +65°C и давление до 1,6 МПа.
- PN20. Толстостенные трубы, которые могут транспортировать среду с температурой до +80°С, выдерживают давление до 2 МПа. Используются при разводке горячей воды и системы отопления.
- PN25. Это армированные полипропиленовые трубы (фольгой или стекловолокном). За счет наличия армирующего слоя часто имеют меньшую толщину стенок, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Применяются для горячего водоснабжения и отопления.
Все они выпускаются разных диаметров — вплоть до 600 мм, но в квартирах и частных домах используются, в основном, размером от 16 мм до 110 мм. Обратите внимание, что указывается внутренний диаметр, так как толщина стенок может быть разной.
Источник: https://stroychik.ru/vodosnabzhenie/svarka-polipropilenovyh-trub
Используемое оборудование
Главное условие плотного и качественного скрепления участков трубопровода – одновременный нагрев до одинаковой температуры, так называемая полифузная сварка. Поочередный нагрев неприемлем, поскольку время остывания пластика до температуры, при которой прекращается молекулярная диффузия, составляет 6…15 секунд.
Соответственно для работы применяется специальный сварочный аппарат с парными нагревающимися насадками. «Народное» его название – «утюг для сварки», очевидно, из-за сходства формы. Также устройство часто называют паяльником.

Нагрев в этом аппарате передается от дорна насадкам, подобранным согласно номинальному диаметру трубы.

В промышленных условиях используют не настольные, а напольные аппараты для сварки.

Поскольку трубы большого диаметра имеют соответствующий вес, также применяют специальные монтажные приспособления для удержания их в нужном положении на время сварки. Также это приспособление должно давать возможность смещать изделие точно вдоль оси для грамотной стыковки разогретых фрагментов.
Кроме этого, для работы требуются инструменты для разметки и разрезания полипропиленовых труб.
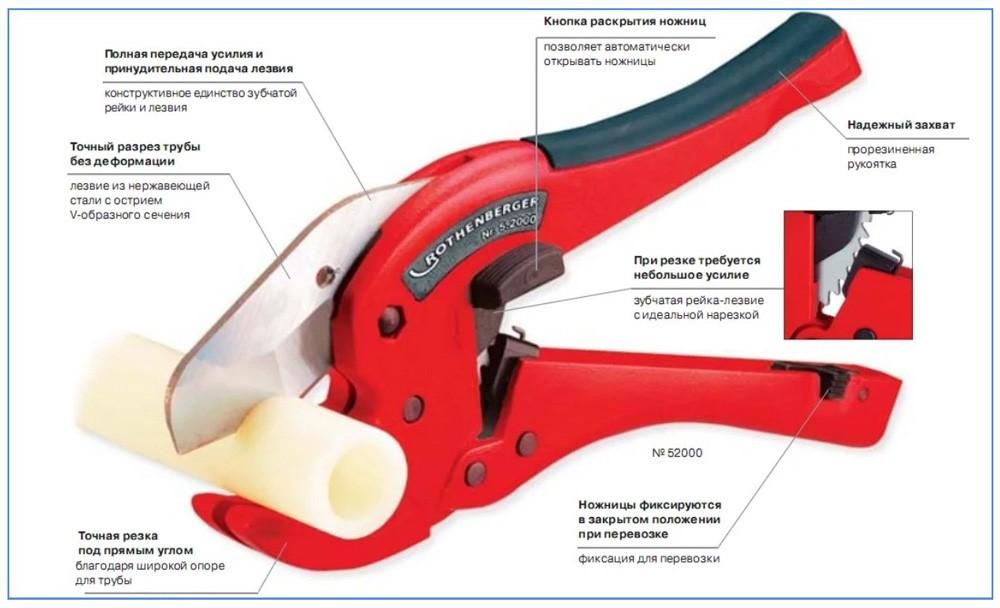
Обычные ножницы или ножовка не дают настолько точного и ровного реза, поэтому их лучше не использовать.
Для труб большого диаметра используется резак другого типа – с подвижным режущим колесиком.

Чтобы труба лучше входила в фитинг, с нее необходимо снять фаску. Это можно сделать вручную, но удобнее – с помощью фаскоснимателя.

Для изделий с небольшим диаметром можно использовать ручную модель.

Зачистку армирующего слоя проводят с помощью шейвера или торцевателя.


Источник: https://stroy-okey.ru/house/vodoprovod/kak-payat-polipropilenovye-truby-polnaya-instrukciya/
Комплект для сварки труб
Если сварку полипропиленовых изделий приходится проводить регулярно, то целесообразно приобрести специальный сварочный комплект, который сразу продается в соответствующем чемоданчике. Средняя стоимость его составляет около ста долларов, а состоит он из:

- нагревательного элемента;
- тефлоновых насадок разных размеров;
- ножниц для резки полипропиленовых труб;
- болтов, которыми крепятся на нагревательном элементе насадки;
- уровня;
- подставки для нагревательного элемента;
- шестигранника для закрутки болтов.
В случае же, когда сварочные работы производятся от случая к случаю, более рационально взять сварочное оборудование в аренду.
Источник: https://mr-build.ru/newsanteh/svarka-polipropilenovyh-trub-svoimi-rukami.html
Необходимые инструменты и материалы для пайки
Когда планируется выполнять ремонт или замену сетей водоснабжения, понадобится аппарат для работы с пластиком.
Дополнительно подготавливают вспомогательные инструменты:
- строительный уровень;
- труборез или ножницы для нарезки;
- набор насадок (вход в комплект сварочного аппарата для полимеров);
- рулетку;
- шейвер, позволяющий удалять армировку коммуникаций;
- фаскосниматель;
- инструмент для удаления заусенец;
- припой;
- флюс.

Паяльник для пайки пластиковых труб.
Элементы наименьшего диаметра в быту соединяют по стыковому методу намного реже. Предпочтение отдают фитингам.
Припой для пайки
Это расходный материал, применяемый для соединения медных участков трубопровода. Он выполнен в виде проволоки, прутьев. Также встречается фольгированный припой. Отличаются материалы этой группы по составу. Они могут производиться на основе олова, цинка, свинца, сурьмы, серебра. От того, какие металлы входят в состав, зависит качество шовного соединения. Кроме того, припой делится на виды с учетом подверженности воздействию высоких температур: легкоплавкие, средне- и тугоплавкие.
Флюсы и фитинги

Фитинги для пластиковых труб под пайку.
Флюс необходим для сварки металлических деталей. Если планируется пользоваться аппаратом для пайки пластиковых элементов, этот материал не используют. Флюс позволяет защитить металлические поверхности в процессе окисления. Еще одним свойством таких материалов является улучшение текучести припоя. Флюс представлен разными вариантами, отличными по составу. Необходимые материалы для работы с медью: хлорид цинка, борная и соляная кислоты.
Фитингами называют соединительные элементы для трубопроводов: тройники, муфты, крестовины и т. д. Их внутренний размер должен быть равен наружному диаметру элементов. Благодаря этому создается надежное соединение. Однако если выполняется сварка ПВХ-трубопровода или других видов полимерных конструкций, то шовное соединение посредством фитингов в данном случае будет неразъемным.
Ножницы для резки
Назначение инструмента – выполнение среза на полимерных изделиях. Если использовать труборез, то кромка коммуникаций будет более аккуратной, заусеницы не появляются. Благодаря этому облегчается дальнейшая работа.
Такой инструмент представлен разными видами, среди которых:
- автоматический;
- резак-гильотина;
- роликовые ножницы;
- труборез с механизмом-трещоткой (подходит для работы с коммуникациями до 75 мм в диаметре).
Источник: https://VodaSovet.ru/vodoprovod/pajka-plastikovyh-trub-instrumenty
Влияние ошибок на качество сварки
Неспешные, тщательно обдуманные действия – гарантия от ошибок, которые могут свести на нет всю работу. Учитывать следует все мелочи технологии пайки и не отходить от них ни на шаг.
Распространённые ошибки, в результате которых появляются бракованные узлы монтируемой сети водопровода из пропилена:
- Не выполнена очистка поверхности трубы от жировой пленки.
- Угол среза сопрягаемых деталей отличается от значения 90º.
- Неплотная посадка конца трубы внутрь фитинга.
- Недостаточный или завышенный прогрев спаиваемых деталей.
- Неполное снятие армированного слоя с трубы.
- Корректировка положения деталей после схватывания полимера.
Иногда на материалах высокого качества чрезмерный прогрев не даёт видимых внешних дефектов. Однако при этом отмечается деформация внутренняя, когда расплавленный полипропилен закрывает внутренний проход трубы. В дальнейшем такой узел утрачивает работоспособность – быстро засоряется и блокирует ход воды.

Пример дефекта пайки, полученного в результате ошибочных действий. Мастер чрезмерно нагрел пластиковую трубу, которая, в свою очередь, деформировалась изнутри
Если угол среза торцевых частей отличается от 90º, в момент стыковки деталей торцы труб ложатся в скошенной плоскости. Образуется несоосность деталей, которая становится заметной, когда уже смонтирована линия длиной в несколько метров.
Нередко по этой причине приходится переделывать весь узел заново. Особенно при условии прокладки труб в штробах.
Некачественное обезжиривание сочленяемых поверхностей способствует образованию «островков отторжения». В таких точках полифузное сваривание не происходит совсем или происходит частично.
Какое-то время трубы с подобным дефектом работают, но в любой момент может образоваться порыв. Также частыми являются ошибки, связанные с неплотной посадкой трубы внутрь фитинга.
Распространенная ошибка при пайке полипропиленовых труб – неплотное вхождение конца патрубка внутрь раструба. Труба должна входить до границы ободка или разметочной линии
Аналогичный результат показывают соединения, сделанные с неполной очисткой армирующего слоя. Как правило, труба с армированием ставится на линиях высокого давления. Остаточная алюминиевая фольга создаёт в области пайки зону неконтакта. Именно в этой точке зачастую происходят протечки.
Грубейшая ошибка – попытка коррекции спаиваемых элементов с прокруткой вокруг оси относительно друг друга. Подобные действия резко снижают эффект полифузной сварки.
Тем не менее, в отдельных точках спайка образуется, и получается так называемая «прихватка». При небольшом усилии на разрыв «прихватка» держит соединение. Однако стоит только поместить соединение под давление, спайка тут же развалится.
Источник: https://sovet-ingenera.com/santeh/trubodel/pajka-polipropilenovyx-trub.html
Это интересно: Пайка полипропиленовых труб, какое оборудование выбрать, в чем заключается технология соединения полипропиленовых изделий?
Особенности труб, учитываемые при монтаже
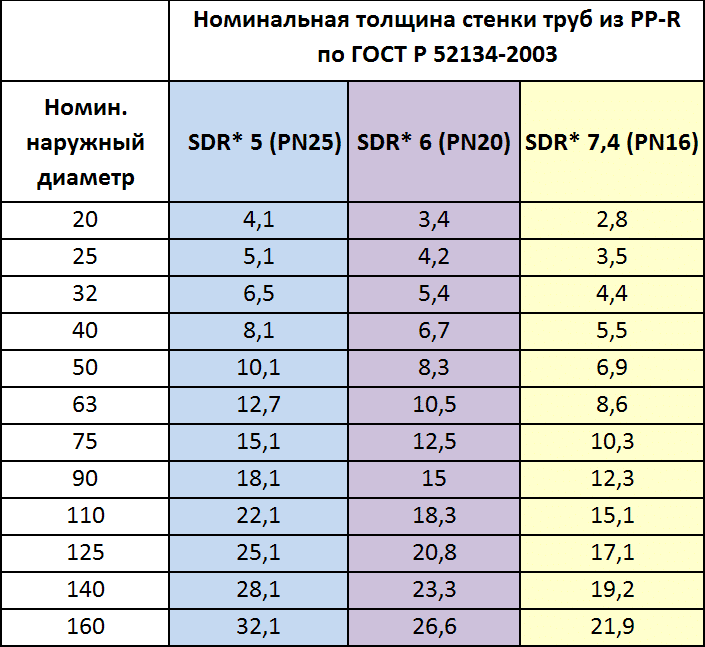
Для правильного выбора способа пайки пластиковых труб необходимо учитывать не только их диаметр, но и толщину стенки. Следовательно, перед началом работ необходимо уточнить реальную толщину стенки выбранного изделия по маркировке и замерам (для проверки).
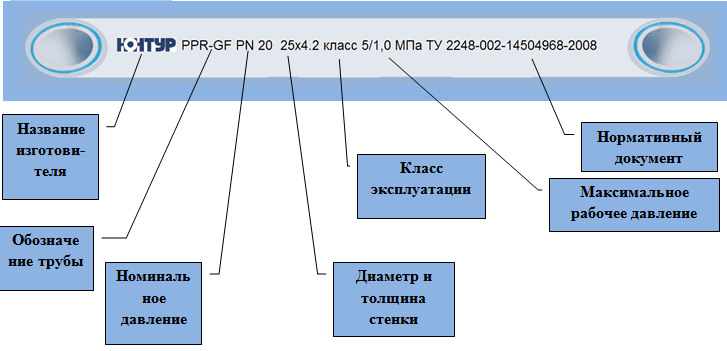
Для нормальной работы необходимо согласно маркировке уточнить данные в нормирующем документе.
В целом технические данные по напорным трубам из термопластов нормирует ГОСТ Р 52134-2003. Однако каждое производство имеет свои нюансы, а в отношении зарубежных производителей данный стандарт вообще не работает. Поэтому лучше уточнить допустимый температурный диапазон (рабочий и аварийный), они не должны превышать температуру пайки.
Далее, согласно полученной информации, следует уточнить длительность нагрева при сварке подготовленных пластиковых труб и температуру нагрева, а также время остывания деталей.
Также, с учетом роста толщины стенки с увеличением номинального наружного диаметра, по таблице определяется ширина сварного пояса – то есть протяженность нагреваемого участка. Он должен быть одинаков для трубы и фитинга, поскольку диффузия (взаимопроникновение частиц материала на молекулярном уровне) требуется по всей стыкуемой площади. Определить ширину сварного пояса (глубину вставки трубы в муфту) и размер фаски можно по таблице.

Максимальная глубина вставки (собственно ширина сварного пояса) без зачистки.

На основании данных о типе пластика выставляется нужный уровень нагрева сварочного аппарата, точнее, нагревательных элементов – парных насадок.

В некоторых случаях температура пайки полипропиленовых труб составляет не 200…220 градусов Цельсия, а около 260 градусов, это необходимо уточнять у производителя или продавца.
Источник: https://stroy-okey.ru/house/vodoprovod/kak-payat-polipropilenovye-truby-polnaya-instrukciya/
Инструмент для монтажа полипропиленовых труб
Паяльник можно приобрести или взять в аренду. Не всегда под рукой имеется торцеватель или шейвер. Однако эти инструменты понадобятся для работы с армированными трубами. Так, шейвер предназначен для удаления армировки. Его ножи расположены параллельно оси трубы. Благодаря этому осуществляется удаление среднего слоя коммуникаций. Торцеватель используется для подготовки труб, удаления слоя армировки. Такой инструмент обрабатывает торец, дополнительно он создает фаску.
Когда изучается информация, как правильно паять полипропиленовые трубы, нужно учитывать, что сначала составляется схема разводки водопровода в квартире, частном доме. Это необходимо сделать для расчета количества материалов, определения точной длины коммуникаций.
Для выполнения разметки используются маркер и рулетка. Причем необходимо определить не только места резки изделий, но и участков, которые будут заводиться в насадки сварочного аппарата
Паяльные машины для сварки труб
Устроены такие аппараты достаточно просто. Главные узлы:
- блок регулировки и контроля температуры;
- ручка для фиксации устройства;
- опора, позволяющая избежать прямого контакта поверхности, на которой установлен сварочный аппарат, и нагревательного элемента.
В комплект входят насадки, которые отличаются диаметром, а еще перчатки, мелкий инструмент. Комплектация меняется в зависимости от модели аппарата. Чем она шире, там выше цена.
Виды паяльников для полипропилена
Существуют ручные и механические паяльники. Однако в бытовых условиях используют первый из вариантов. Это обусловлено простотой конструкции, легкостью эксплуатации, небольшими габаритами.
Пайка полипропиленовых труб своими руками выполняется с помощью 2 видов устройств:
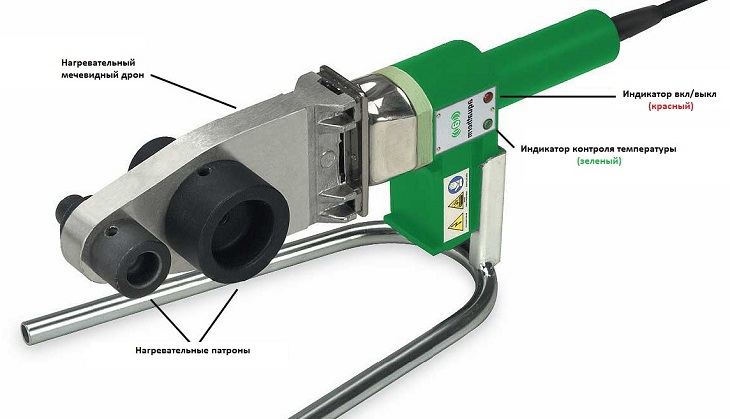
- мечевидный паяльник;
- цилиндрический.
Цилиндрический паяльник

Мечевидный паяльник

Дорны и гильзы для двух видов паяльников.

Размеры насадок на паяльник
Паяльники отличаются по форме нагревательного элемента. На плите мечевидных устройств предусмотрено несколько отверстий, что позволяет производить установку различных насадок, которые состоят из 2 частей: дорна и гильзы. Они предназначены для нагрева торцевых участков коммуникаций. Так, на дорн насаживается соединительный элемент, гильза предназначена для нагрева торцевого участка трубы.
Нагрев изделий с помощью насадок должен осуществляться одновременно. Когда изучается вопрос, как варить полипропиленовые трубы, необходимо использовать аппараты, в комплект которых входят насадки с тефлоновым покрытием. Это позволяет избежать прилипания расплавленного материала к металлу.
Цилиндрические устройства отличаются по конструкции от мечевидных, что обусловлено наличием нагревательного элемента в форме цилиндра. В этом случае используются насадки обжимного типа. Они надеваются на металлический цилиндр, прочно фиксируются. С двух сторон таких насадок предусмотрен дорн и гильза. Принцип пайки такой же, как и в случае с мечевидным аналогом.
Критерии выбора сварочных аппаратов
- Мощность. Для работы с коммуникациями диаметром не более 75 мм следует приобрести аппарат мощностью до 1000 Вт. Его возможностей достаточно для обеспечения высокого качества шва. Однако в быту чаще используют метод пайки для фиксации труб диаметром до 50 мм. В этом случае можно использовать агрегаты мощностью до 700 Вт. Причем нужно помнить, что пусковые токи при включении намного выше, поэтому должен быть предусмотрен запас по мощности (20-30%).
- Вид нагревательного элемента: плита, цилиндр. В быту используют первый из вариантов, с ним проще работать. Это важно, если нет опыта монтажных работ такого вида.
- Количество, тип и размер насадок. Определяют, какие изделия нужно паять. Учитывают диаметр коммуникаций. В наиболее простых моделях предусматривается возможность одновременно паять 2-3 трубы и даже больше, столько же фитингов. На нагревательном элементе в данном случае имеется 2-3 отверстия.
- Производитель.
На строительном рынке можно найти оборудование производства разных стран: России, Китая, Турции, Чехии. Последний из вариантов стоит дороже, такие аппараты отличаются высоким качеством сборки, надежностью. Сварочные аппараты могут иметь погрешность при измерении температуры. В результате действительный показатель часто не соответствует заданному.
Чешская техника выигрывает по данному критерию, погрешность таких паяльников минимальная. Однако в быту новичкам следует использовать российские или китайские модели, т. к. они стоят дешевле, хоть и отличаются существенной погрешностью, которая у некоторых моделей составляет 10°.
Источник: https://vodatyt.ru/plastikovye-truby/svarka-polipropilena.html
Способы пайки
На практике сегодня применяется пара основных способов, обеспечивающих долговечное и надёжное стыкование свариваемых элементов:
- муфтовый;
- прямой.
Первый вариант – это сварка полипропиленовых трубопроводов посредством фасонного изделия (муфты) или трубы, имеющей достаточный внешний размер. Данный способ целесообразен для пластиковых трубопроводов незначительного диаметра. Он заключается в расплавлении внешней стороны элементов и внутренней части муфты, что обеспечивает гарантированно плотный стык.
Прямая сварка предполагает расплавление концевой части пластиковых труб с одинаковым диаметром, а также их последующее стыкование торцевыми поверхностями. Особенностью метода является необходимость выполнять сварку с предельной точностью обработки всех стыкуемых участков и их соединения друг с другом.
Помимо уже перечисленных выше «горячих» технологий можно воспользоваться достаточно простым и доступным по цене способом «холодной» пайки полипропилена. В данном случае заменой активному паяльному компоненту служит особый растворитель, способствующий быстрому размягчению структуры полипропилена.
Источник: https://eurosantehnik.ru/svarka-polipropilenovyx-trub-svoimi-rukami.html
Соединение труб пайкой с армированием
Рассмотрим, как правильно паять армированные полипропиленовые трубы. Здесь обязательным является съём защитного материала. Присутствие армированного слоя (алюминиевой фольги) в структуре трубы требует дополнительного нагрева. Но это не главное.
Обычно такие изделия имеют увеличенный диаметр и не подходят к стандартным насадкам паяльника. Их требуется зачистить перед процессом пайки. Исключение составляют трубы, армированные стекловолокном. Они спаиваются стандартно.
Учитывая разнообразие технологий армирования полипропиленовых труб, применяются различные методы обработки перед пайкой. Традиционно для зачистки используют швейер.
Галерея изображений
Фото из
Швейер — инструмент для подготовки армированных ПП труб
Удаление двух наружных слоев
Подготовленная к пайке полипропиленовая труба
Обработка перед пайкой неармированной ПП трубы
Такое название имеет специальное приспособление в виде металлической втулки с ножами. Швейер надевают на концевую часть трубы, подлежащую пайке, и вращательными движениями вокруг оси трубы счищают армированный слой до чистого пластика.
Если армированный слой расположен в средней части стенки пластиковой трубы, здесь для обработки разумнее применить другой инструмент – торцеватель пластиковых труб.

Ещё одно приспособление – торцеватель, нужное для сварки армированных труб. Как правило, торцеватель применяется на трубах, структура стенки которых содержит армированный слой в центральной области
Приспособление мало чем отличается от швейера, за исключением размещения и конструкции режущих элементов. После обработки торцевателем концевая часть трубы выравнивается по торцу, плюс на глубину 2 мм по всей окружности вырезается часть армированного слоя. Такая обработка позволяет выполнить пайку без дефектов.
Источник: https://sovet-ingenera.com/santeh/trubodel/pajka-polipropilenovyx-trub.html
Этап второй. Сварка полипропиленовых труб

Для этой процедуры потребуются электрический лобзик (резка полипропилена) и специальное сварочное оборудование.

Шаг первый.
Пока аппарат разогревается, проводятся необходимые замеры, трубы размечаются и нарезаются.

Шаг второй.
Торцы изделий, которые планируется соединить между собой, тщательно зачищаются и обезжириваются.
Шаг третий.
С помощью карандаша отмечается глубина вхождения каждого изделия в гильзу. Характерно, что при этом должен оставаться минимум миллиметровый зазор, поэтому трубы не упираются в соединительную муфту фитинга.

Шаг четвертый.
ПП трубу с фитингом надеваются на гильзу в соответствии со сделанными отметками, причем нагрев всех элементов должен происходить одновременно.
Длительность нагрева зависит не только от диаметра изделий, но и от глубины сварки (об этом можно узнать из приведенной ниже таблицы).

Шаг пятый.
По истечении определенного срока изделия снимаются и соединяются, с незначительным усилием насаживаясь друг на друга. Запрещено при этом поворачивать элементы по осевой линии.

Шаг шестой.
На протяжении нескольких секунд после соединения выполняется первичная корректировка, далее элементы окончательно фиксируются.

Если в месте соединения не осталось никаких зазоров, то его (соединение) можно считать качественным.
Изготовление сварочного аппарата
Ввиду того что более-менее хороший стоит свыше тысячи рублей, дешевле взять его в аренду или сделать самому. Если было выбрано последнее, то для работы следует подготовить:

Последовательнос ть действий должна быть следующей.
Шаг первый.
С целью улучшения теплопередачи подошва утюга обрабатывается термальной пастой, затем фиксируется тефлоновая гильза. Расположение последней определяется заранее – широкой частью вверх или вниз.
Шаг второй.
Спиливается острый «носик» для более удобной работы возле стен.
Шаг третий.
Нагрев утюга проводится до тех пор, пока устройство не выключится во второй раз.
Шаг четвертый.
Хорошо, если утюг оборудован термодатчиком – это позволит с точностью определить температуру нагрева. Но есть и более простой способ – посредством свинца. Этот металл плавится при 230ᵒС и выше, что примерно совпадает с требуемой для сварки температурой.
Дальнейшая технология идентична описанной выше.
Источник: https://mr-build.ru/newsanteh/svarka-polipropilenovyh-trub-svoimi-rukami.html
Распространённые ошибки
Существует несколько немаловажных нюансов, которые должны учитываться в процессе сварки ППР труб. Пренебрежение такими особенностями негативно сказывается на качестве соединений и существенно сокращает срок эксплуатации готовой системы.
Неправильная выдержка времени сварки
Пайка ППР труб предполагает точное соблюдение технологии. Слишком долгий нагрев вызывает сужение отверстие, что может стать причиной недостаточной теплоотдачи радиатора и излишнего давления внутри системы.
|
Диаметр трубы (мм.) |
Время сварки (сек.) |
Время нагрева (сек.) |
|
110 |
Слишком глубокое вдавливание в фитинг
Чрезмерное погружение трубы способствует критическому уменьшению внутреннего диаметра трубопроводной системы. Чтобы сделать соединение правильно, необходимо ещё до нагрева аппаратом выполнить на трубе отметку, в соответствии с которой осуществляется стыкование.
Загрязнение соединяемых элементов
Вода и загрязнения на поверхности труб и фитинговых изделий не позволяют обеспечить полноценную герметичность собираемой конструкции. Перед тем, как приступать к пайке, потребуется удалить всю влагу и скопившуюся пыль.
Поворот труб в фитингах
После выполненного сваривания категорически нельзя осуществлять вращение составных элементов или их выворачивание. Результатом такого действия может являться появление протечек в процессе эксплуатации трубопровода.
Неправильный выбор оборудования
Инструмент для сварки полипропиленовых труб элементов должен строго соответствовать техническим характеристикам труб. Помимо паяльного прибора и специальных ножниц требуется приобрести маркёр, уровень, строительную рулетку и торцеватель.
Источник: https://eurosantehnik.ru/svarka-polipropilenovyx-trub-svoimi-rukami.html
Специфика пайки труб из полипропилена
Сварка полимерных изделий выполняется с использованием технологии, которая реализуется благодаря применению свойств материалов. Полипропилен отличается пластичностью. Однако такое свойство изделия из ПП приобретают при изменении температуры. Ее повышение до некоторого уровня способствует размягчению материала.
Остывание разогретого стыка трубы тоже происходит быстро. По этой причине время пайки/спайки сокращается. Если выполнять действия по соединению коммуникаций медленно, качество стыка снижается. В этом случае сложно обеспечить герметичность шва.
Раструбное или муфтовое соединение

Пайка полипропиленовых труб и фитингов

Крепление для запорной арматуры

Стыковая пайка труб большого диаметра
Сварка труб из полипропилена возможна благодаря свойствам этого материала. Температура плавления — от +149°С. Для пайки полипропилена используют паяльники. Они обеспечивают прогрев изделий из ПП до уровня +320°С, однако в домашних условиях применяется менее интенсивный режим работы (до +300°С).
Нельзя воздействовать на трубы ПП источником тепла, прогретым до критических температур. Также не рекомендуется слишком долго воздействовать на трубу паяльником. В таких условиях материал теряет свойства, изделия в результате сомнутся.
Общее описание технологии
 Процесс сварки ППР труб имеет название — полифузная.
Процесс сварки ППР труб имеет название — полифузная.
Существует 2 метода фиксации коммуникаций:
- муфтовый;
- стыковой.
Первая из технологий сварки полипропиленовых труб своими руками для начинающих подходит больше, т. к. требует меньше сноровки. Работу можно выполнить, даже если ранее монтаж трубопровода таким способом не производился.
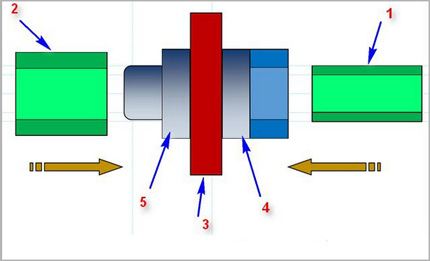 Муфтовая спайка: 1 – труба полипропиленовая, 2 – муфта, 3 – нагретая часть паяльника, 4 и 5 – насадки (болванки)
Муфтовая спайка: 1 – труба полипропиленовая, 2 – муфта, 3 – нагретая часть паяльника, 4 и 5 – насадки (болванки)
В основе муфтового метода — необходимость применения специальных соединительных элементов, которые полностью обхватывают торцевую часть коммуникаций. Внутри муфты находится соединительный шов 2 изделий. Для водопровода в бытовых условиях такой способ монтажа подходит больше.
Если нет возможности использовать фасонную деталь, можно сделать подобие ее. Для этого применяют прямолинейный участок коммуникаций, подрезают его. Учитывают, что в фитинг изделия заводятся с 2 сторон на некоторую глубину. Муфтовый метод применяется для стыковки коммуникаций диаметром до 63 мм.
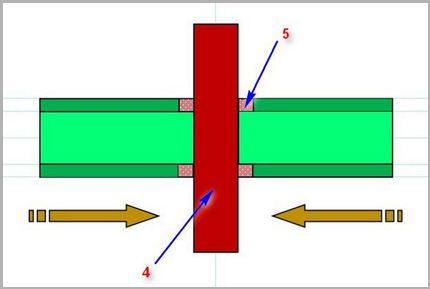 Прямая спайка: 4 – нагретый блин паяльника, 5 – область пластиковой трубы, проходящая плавление.
Прямая спайка: 4 – нагретый блин паяльника, 5 – область пластиковой трубы, проходящая плавление.
Прямой способ фиксации предполагает необходимость нагрева только торцевых участков труб. При этом не используют фитинг, шовное соединение ничем не закрывается. Такая технология применяется для сварки полипропиленовых труб большого диаметра, в быту используется редко.
Недостаток этого варианта заключается в сложности правильно расположить коммуникации в соответствии с осью. Даже небольшие отклонения в стороны могут привести к замедлению тока жидкости по трубопроводу. Для монтажа прямым методом дополнительно используют систему центровки.
Источник: https://vodatyt.ru/plastikovye-truby/svarka-polipropilena.html
Альтернатива сварке
В некоторых случаях, например, в труднодоступных местах ванной комнаты или других помещений, провести сварочные работы не получается. Заменить процесс спайки можно склеиванием трубы с фитингом при помощи органического растворителя. Он обладает очень сильным размягчающим действием, но при этом высокой летучестью.

После смазки конца трубы и внутренней полости муфты пластик на короткий срок размягчается, можно произвести соединение. Обратная полимеризация начинается через несколько секунд.
Однако данный метод больше подходит для менее склонных к термопластичности труб ПВХ.
Если и данный вариант по каким-то причинам не подходит, для НЕ НАХОДЯЩИХСЯ ПОД ДАВЛЕНИЕМ труб допустимо использовать вместо паяльника зажигалку с наддувом. Данные метод соединения показан в видео уроке ниже. Важно понимать: равномерности спайки достичь не получится именно из-за поочередного нагрева деталей, поэтому для ответственных соединений технологию использовать нельзя.
Источник: https://stroy-okey.ru/house/vodoprovod/kak-payat-polipropilenovye-truby-polnaya-instrukciya/
Видео по пайке
Как спаять трубопровод на стене можно посмотреть на видео:
Источник: https://vseotrube.ru/montazh-i-remont/kak-payat-plastikovye-truby
Частые ошибки
Пайка пластиковых труб не требует особых навыков, но если не придерживаться установленных норм и правил, испортить соединение всё же можно. Типичными ошибками начинающих мастеров являются:
- использование грязных насадок. Если на насадках останутся капли расплавленного полимера, то при следующей сварке они могут вклиниться между кромками изделий и резко ослабят соединительный шов;
- остатки воды и грязь на наружной поверхности. Они исключат плотный контакт поверхностей деталей по всей площади;
- приложение чрезмерного усилия при совмещении деталей. Часть расплава при избыточном давлении может выдавиться внутрь трубы и снизить её проходимость;
- попытка зачистить наплывы расплавленного пластика до полного охлаждения места соединения, которая неизбежно приводит к деформации трубы;
- недостаточный прогрев или перегрев места стыка.
Источник: https://vseotrube.ru/montazh-i-remont/kak-payat-plastikovye-truby
Советы специалистов
Чтобы обеспечить максимальную надёжность мест соединения трубопровода специалисты советуют придерживаться следующих требований:
- правильно начинать сварочные работы через 10 минут с момента разогрева паяльника;
- выполнять операции по сварке или пайке деталей только при плюсовой температуре окружающей среды;
- участкам труб, соединённым способом сварки, необходимо дать возможность остыть, не допуская их смещения относительно друг друга или перекручивания;
- на толщине стенок более 6 мм сварка изделий встык выполняется двойным швом. При меньшей толщине стенки стык можно запаять одним швом;
- все элементы конструкции, фиксируемые посредством пайки, должны быть от одного производителя, так как они могут разниться по составу ингредиентов в сырье, что негативно повлияет на качество сварного шва.
Пайка в труднодоступных местах и углах
При пайке труб, расположенных в труднодоступных местах, например, близко к поверхности стен или потолка, применяется специальный приём, заключающийся в последовательном нагреве паяльным аппаратом прямого и ответного участка соединения. Прогревать фланец прямого участка необходимо большее количество времени, чтобы он не успел остыть, пока в работе будет находиться ответная часть заготовки.

Плавности линии в местах угловых стыков труб можно добиться при использовании специальных угловых переходников и фитингов. При этом важно заранее очень точно разметить на подводящих трубах глубину их вхождения в тело угловой детали.
Соединение пластиковых труб без пайки
Пластиковые трубы не обязательно сваривать, их можно соединить и с помощью специального клеящего состава. Он наносится на всю заранее обезжиренную поверхность участка трубы, который будет вводиться в раструб. В раструбе же внутренняя поверхность также обезжиривается и покрывается клеем, но только на 2/3. Для лучшего сцепления поверхности труб под клеевое соединение перед обезжириванием обрабатывают наждачной бумагой.
Подготовленную часть трубы вводят в раструб до упора и проворачивают на 90 градусов. В таком положении склеиваемые детали следует удерживать 1 — 1,5 минуты, пока клей не схватится.
Полное высыхание клеящего состава произойдёт через несколько часов.
Канализационные трубы из пластика, ведущие к септику Танк, можно соединить с помощью компрессионного фитинга. При этом способе процесс соединения труб состоит из следующих этапов:
- зачистки верхнего слоя на трубе от загрязнений;
- снятия фаски на торце;
- ослабление накидной гайки на фитинге и установка в него конца трубы;
- закручивание гайки в обратное положение, в этот момент происходит зажим(компрессия) трубы обжимным кольцом.
Фиксация фитингов выполняется вручную или с помощью рожкового ключа. Прилагаемое усилие не должно быть чрезмерным, иначе трубы могут лопнуть.
Раструбный способ предполагает использование высокоэластичного уплотнительного кольца. Герметичность соединения обеспечивается сжатием прокладки между стенками раструба и гладким концом трубы.
Сварка пластиковых труб большого диаметра
Для соединения труб диаметром более 50 мм и толщиной стенки от 4 мм применяют технологию стыковой пайки, которая заключается в одновременном проваривании торцов 2 сегментов по всей плоскости. Самое сложное в этом способе сварки — правильно выполнить центровку стыков и обеспечить нужной длины зазор между деталями.

Поэтому в процессе стыковой сварки труб большого диаметра используются направляющие или трубный центратор. Он обеспечит качественную и надёжную фиксацию отрезков для сварки.
Сами работы ведутся в следующем порядке:
- подготовка труб и зачистка кромок;
- закрепление элементов в трубном центраторе;
- сварка стыков изделий.
Источник: https://vseotrube.ru/montazh-i-remont/kak-payat-plastikovye-truby
Канализационная система из ПП труб
Как уже отмечалось ранее, трубы из полипропилена сегодня активно используются при обустройстве . Процедура монтажа в данном случае имеет свои нюансы.

Внутренняя канализация
Существует ряд правил, которые нужно соблюдать при оборудовании канализации в доме.
- Трубопровод укладывается под наклоном в направлении канализационного стояка (около 3 см на погонный метр).
- Если помещение не отапливается, то трубы дополнительно утепляются минеральной ватой.
- Нельзя выполнять резкие повороты под углом в 90ᵒ, вместо этого используются так называемые полуотводы.
- Вентиляция фанового типа – обязательная составляющая канализации, которая предотвратит проникновение неприятного запаха в жилище.
- Унитаз подключается лишь после раковины, в противном случае произойдет срыв водяного затвора.
Наружная канализация

Шаг первый.
Определяется диаметр труб, зависящий преимущественно от количества людей, проживающих в доме.
Шаг второй.
От стояка канализации роется траншея к септику или выгребной яме. При этом соблюдается уклон, зависящий от линии промерзания почвы, или трубопровод утепляется минватой.

Шаг третий.
Дно покрывается «подушкой» из песка. Ее толщина должна составлять минимум 20 см.
Шаг четвертый.
Прокладывается трубопровод
Важно избегать возможных его провисаний, иначе соединения в скором времени разрушаться.. Горизонтальное бурение траншеи для трубопровода выполняется при помощи специального оборудования с домкратами-насос ами нажимного действия
Бурение происходит с помощью стального конусообразного наконечника. Подобная технология используется при строительстве:
Горизонтальное бурение траншеи для трубопровода выполняется при помощи специального оборудования с домкратами-насос ами нажимного действия. Бурение происходит с помощью стального конусообразного наконечника. Подобная технология используется при строительстве:
- авто- и Ж/Д дорог;
- трубопроводов в подвалы;
- магистралей к рабочим колодцам.
Монтаж ПП трубопровода своими руками поможет существенно сэкономить, но лишь при условии грамотного выполнения.
Изделия из полипропилена используют, как правило, при создании дренажных и оросительных систем, а также при прокладке водопровода или обустройстве системы отопления. Полипропилен относится к классу полиолефинов, а это означает, что вся изготовленная из данного материала продукция отличается высокой степенью экологической безопасности.
Кроме того, водоотводы из полипропилена способны прослужить очень долго, при этом затраты на их эксплуатацию будут минимальными. Однако работая с такими изделиями необходимо знать, как сваривать полипропиленовые трубы таким образом, чтобы избежать их деформации
и предупредить появление течи.
Источник: https://mr-build.ru/newsanteh/svarka-polipropilenovyh-trub-svoimi-rukami.html
Этап третий. Монтаж трубопровода


При прокладке магистрали понадобятся:
- трубы;
- тройники;
- шаровые краны;
- заглушки;
- переходники;
- отводы;
- муфты;
- разъемные соединительные элементы;
- резьбовые фитинги;
- пластиковые хомуты.
В первую очередь проводится монтаж основных элементов системы (сантехники, радиаторов, котлов и проч.), после чего в соответствии с составленным проектом размечается будущая магистраль. Элементы трубопровода соединяются между собой с помощью муфт.
Если речь идет об отоплении или горячем водоснабжении, то учитывается термальное расширение. Для компенсации последнего желательно использовать подвижные соединения. При монтаже закрытого трубопровода вначале штробируются стены (в соответствующих местах проделывается канавка шириной в два диаметра трубы).
Заполнение трубопровода жидкостью допустимо лишь по истечении одного часа с окончания монтажа. Гидравлическое испытание можно проводить только через сутки.



Источник: https://mr-build.ru/newsanteh/svarka-polipropilenovyh-trub-svoimi-rukami.html
Какие трубы подойдут именно вам
Чтобы выбрать полипропиленовые трубы необходимо знать:
- условия, в которых трубы будут эксплуатироваться;
- давление жидкости в системе и ее температуру;
- необходимую пропускную способность изделия, которая определяет рабочий диаметр.
Полипропиленовые трубы имеют специальную маркировку, зависящую от назначения изделия.
- PPH
– вентиляция, холодное водоснабжение. - PPB
– системы холодного водоснабжения, отопление. - PPR
– системы горячего и холодного водоснабжения, отопление.
Трубы с маркировкой PPR
– универсальны. Поэтому наиболее востребованы. Они имеют высокую устойчивость как к высоким, так и к отрицательным температурам.
Источник: https://mr-build.ru/newsanteh/svarka-polipropilenovyh-trub-svoimi-rukami.html
Этап первый. Составление проекта
Монтажные работы следует начать с составления проекта будущей магистрали. Важным критерием при этом является эргономичность, вследствие чего число поворотов и соединительных элементов должно быть минимальным.

При обустройстве отопительной системы особенно важен грамотно составленный проект, в котором следует указать месторасположени е таких элементов, как:
- муфты;
- переходники;
- крепежи;
- уголки;
- отопительное оборудование.
Магистраль подсоединяется к радиаторам одно- или двухтрубным способом, сбоку или снизу.

Водопроводная разводка

Здесь магистраль подключается к централизованной системе с целью водоснабжения необходимых сантехнических приборов – унитаза, раковин, бойлера и проч. Существует два способа выполнения разводки.
Способ №1.
Открытый вариант. Горизонтальные трубы устанавливаются несколько выше уровня пола, а вертикальные – исключительно по углам. Все это позволяет сделать трубопровод менее заметным.
Способ №2.
Закрытый вариант. Крайне сложен в выполнении, поскольку подразумевает предварительное проведение максимально точных расчетов. Трубы (обязательно цельные) замуровываются в стены, а к каждому стыку должен быть свободный доступ.

Кроме того, разводка водопровода может быть:
- последовательног о типа (самый бюджетный и простой в выполнении вариант);
- коллекторного типа (при подаче воды применяется коллектор);
- с проходными розетками (мало популярен).
Источник: https://mr-build.ru/newsanteh/svarka-polipropilenovyh-trub-svoimi-rukami.html
Почему полипропилен для сварки лучше, чем металл
Разнообразные колена и фитинги, а также профильные и круглые отводы из полипропилена пользуются заслуженной популярностью, поскольку:
- Образуют после правильно проведенной сварки монолитные детали, которые способны прослужить более пятидесяти лет.
- В процессе эксплуатации не снижают своей пропускной способности.
- Обладают очень высокой устойчивостью к различной бытовой химии.
- Стоимость таких изделий в несколько раз ниже стоимости аналогичной продукции, произведенной из металла.
Кроме того, если изделие подобрано правильно и сварка произведена качественно, то можно сказать, что полипропиленовые трубы во многих случаях являются просто идеальным элементом соответствующей системы в том числе и .
Источник: https://mr-build.ru/newsanteh/svarka-polipropilenovyh-trub-svoimi-rukami.html
Количество использованных доноров: 8
Информация по каждому донору:
- https://vodatyt.ru/plastikovye-truby/svarka-polipropilena.html: использовано 2 блоков из 5, кол-во символов 7431 (19%)
- https://sovet-ingenera.com/santeh/trubodel/pajka-polipropilenovyx-trub.html: использовано 2 блоков из 5, кол-во символов 4453 (11%)
- https://mr-build.ru/newsanteh/svarka-polipropilenovyh-trub-svoimi-rukami.html: использовано 7 блоков из 16, кол-во символов 9273 (24%)
- https://stroychik.ru/vodosnabzhenie/svarka-polipropilenovyh-trub: использовано 1 блоков из 5, кол-во символов 1869 (5%)
- https://VodaSovet.ru/vodoprovod/pajka-plastikovyh-trub-instrumenty: использовано 2 блоков из 8, кол-во символов 3270 (8%)
- https://vseotrube.ru/montazh-i-remont/kak-payat-plastikovye-truby: использовано 3 блоков из 10, кол-во символов 4546 (12%)
- https://stroy-okey.ru/house/vodoprovod/kak-payat-polipropilenovye-truby-polnaya-instrukciya/: использовано 5 блоков из 8, кол-во символов 5267 (14%)
- https://eurosantehnik.ru/svarka-polipropilenovyx-trub-svoimi-rukami.html: использовано 2 блоков из 6, кол-во символов 2789 (7%)