Правильно выбрать материалы для будущей сварки представляется не таким уж легким делом, особенно, начинающему мастеру.
Их классифицировать можно до бесконечности, используя все более новые технологии.
Материал приводит краткий обзор сварочной проволоки, прутков, припоев с флюсом, токопроводящих стержней — электродов, как правильно подобрать последние.
Источник: https://prosvarku.info/rashodnye-materialy/svarochnye-materialy
Содержание
- 1 Сварочная проволока
- 2 Азы электросварки
- 3 Что такое сварочный присадочный пруток?
- 4 Нюансы использования
- 5 Присадочный прут
- 6 Пошаговая инструкция по сварке инвертором
- 7 Литература
- 8 Прямая и обратная полярность
- 9 Классификация сварочных материалов
- 10 Правильный подбор марки электродов для дуговой ручной сварки
- 11 Влияние скорости подачи электродов
- 12 Вместо заключения
- 13 Влияние силы тока
- 14 Разнообразие припоев
- 15 Особенности сварки тонкого металла
- 16 Частые ошибки новичков
- 17 Подведем итоги
- 18 Нюансы использования
- 19 Выбор по назначению
- 20 Диаметр стержня
- 21 Типология шва
- 22 Электроды для ручного процесса
- 23 Выбор качественного электрода
Сварочная проволока
Материал для сварочных работ изготавливают многие заводы. Он выпускается в форме проволоки в бухтах, прутах, металлических гранулах для ацетиленовой и иных видов газовой сварки.
Выбор присадка исходит из толщины и химического состава рабочих деталей, он обязан иметь соответствующий диаметр и структуру. Если соединяемые элементы насчитывают высоту 3,0 мм, значит, сварочный стержень имеет такой же диаметр.
С показателями химического состава обстоит несколько сложнее. Соединяемые элементы могут быть стальными, чугунными, из цветных металлов либо полиметаллическими.
Для стали

Наиболее широкое применение получила присадочная нить — проволока, для пайки различной стали. Последняя выпускается по одной технологии, как для газовой, так и дуговой сварки.
Исходя из сказанного, здесь начинающему сварщику запутаться сложно. Конечно, еще необходим химический показатель сочленяемых конструкций — низкоуглеродистый либо с добавлением примесей — легированный.
Особо важные сварочные операции проводятся с использованием низколегированной нити.
Наилучшее качество сварного либо наплавочного валика получается с использованием марганцевого или кремнемарганцевого металлического шнура — проволоки.
Таковыми представлены CB08ГC, CB08Г2C и CB10Г2. Их применение дает прочный и надежный шов, с высокой механической устойчивостью.
Низколегированные конструкции потребуют использования такой же проволоки, однако содержащую хром, которая выражается высоким пределом прочности. Легированным же сталям необходим сопоставимый с ними материал в плане химического состава.
Алюминий, медь

Алюминиевая нить, из его сплавов, определяется государственным стандартом номер 787175, что соответствует следующим маркам — CBAK5, CBA1, CBAMц.
Состав шнура должен быть аналогичен соединяемым деталям. Медь и ее соединения свариваются с помощью проволоки типа M1, MCp1 либо присадочных прутов M1p, M3p.
Соединяя элементы, изготовленные из других цветных металлов или сплавов, необходимо использовать такой же состав присадочного материала, что и рабочие конструкции. Здесь подойдет любая марка нити.
Чугун

Проволока для соединения чугунных конструкций оговаривается стандартом 267180, и бывает двух марок — A и Б. Первая применяется при горячем методе сварки, который отличается общим нагревом обоих деталей.
Вторая — обусловливается только локальным подогревом.
Выпускаемые прутки по сплаву железа с высокой концентрацией углерода так же имеют свое наименование — HЧ1, HЧ2. Перечисленные стержни необходимы для низкотемпературной сварки литых чугунных изделий.
Пруты класса XЧ и БЧ применяют для наплавочного покрытия износостойких конструкций.
Источник: https://prosvarku.info/rashodnye-materialy/svarochnye-materialy
Это интересно: Сварка меди — особенности и технология
Азы электросварки
Инверторные аппараты отличаются достаточно высокой экономичностью и простотой работы. Основная нагрузка для функционирования подобного оборудования ложится на электросеть.
Он обладает накопительными конденсаторами, позволяющими аккумулировать электроэнергию и обеспечить бесперебойный процесс сварки и мягкий розжиг дуги.
В отличие от старых приборов, обеспечивающих максимальный толчок электроэнергии для работы, в следствие чего могут повыбивать пробки, инвертор позволяет спокойно работать от бытовой электросети.
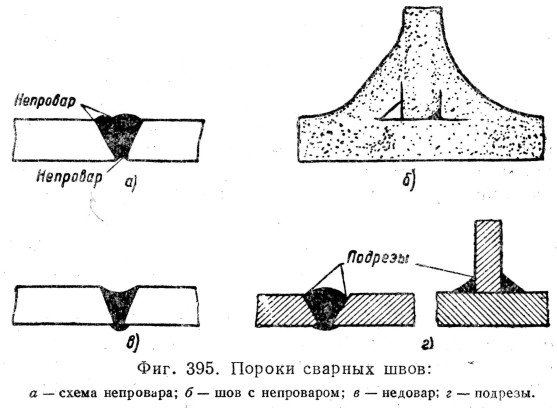
Пороки сварных швов.
Чтобы разобраться с тем, как варить инверторной сваркой, необходимо разобраться с азами ее работы.
В подобных аппаратах ручной сварки дуга формируется в результате контакта электрода с изделием. Под воздействием температуры происходит расплавление металла и электрода. Расплавленная часть стержня и изделия формируют ванну.
Обмазка стержня также расплавляется частично, переходя в газообразное состояние и закрывая сварочную ванну от доступа кислорода. Это позволяет защитить изделие от окисления.
Каждый электрод в зависимости от своего диаметра рассчитан на определённую силу тока. Если ее уменьшить ниже положенного значения, тогда шов не получится. Увеличение данного параметра позволит сформировать шов, однако стержень будет сгорать слишком быстро.
По окончании сварочных работ обмазка остывает, превращаясь в шлак. Он покрывает соединение металлических деталей с наружной стороны. Путем постукивания шва молотком удается достаточно легко избавиться от шлака.
Также есть простые правила сварки. Чтобы дуга не гасла во время работы, сварщику следует выдерживать постоянное расстояние между стержнем и изделием.
Сделать это не так и просто из-за расплавления электрода, поэтому он должен с постоянной скоростью подаваться в зону сварки. Кроме того необходимо стараться вести электрод ровно вдоль соединения, чтобы получить шов максимального качества.
Источник: https://tutsvarka.ru/vidy/svarka-invertorom-dlya-nachinayushhih
Что такое сварочный присадочный пруток?
Время чтения: 4 минуты
Присадочный пруток применяется при аргонодуговой сварке, для TIG сварки и в целом
для полуавтоматической сварки. По своим свойствам пруток ничем не отличается от проволоки. Различия заключаются в способах применения и хранения. Пруток, в отличие от проволоки — это прямой металлический или пластиковый стержень, который при длине до 60 см поставляется в картонных упаковках, а при длине более 1 м — в катушках.
Эта статья предназначена для новичков, которые никогда не имели дело с присадочными прутками. В данном материале мы перечисляем все основные типы присадочных прутков, в том числе полимерные прутки. Их применяют для сварки искусственных полимеров, т.е. пластика, пластмассы и т.д.
Источник: http://home.nov.ru/svarochnye-materialy-kratkij-obzor-statej/
Нюансы использования

Применяя сварочную проволоку необходимо обратить внимание на следующие действия:
- очистить от грязи, следов масел, коррозии, других наслоений;
- швы формировать неторопливо и плавно;
- предупредить разбрызгивание металла при соединении;
- не допускать образования пор, горячих трещин, вкраплений шлака.
Остывший валик шва визуально должен выглядеть однородным, без крупных шероховатостей. Во время сварочного процесса необходимо предотвратить проникновение тугоплавких окислов к сварочной ванне.
Первые укоряются в зоне сварки с присадочными элементами. Образуясь при взаимодействии азота и кислорода, они имеют повышенную температуру плавки, по сравнению с рабочими деталями. Попадание их в ванну делает шов некачественным, гетерогенным.
Источник: https://prosvarku.info/rashodnye-materialy/svarochnye-materialy
Присадочный прут
Исполнение аргонодуговой сварки — TIG, потребует дополнительных материалов, которые не применяются в ручной сварке. Ими являются емкость со сжатым газом, профильный присадочный длинномерный прут.
Последний чаще называют проволокой, которая равномерно заполняет зазор между двумя соединяемыми элементами. Под влиянием высокой температуры прут плавится, в результате чего происходит его смешение с металлом рабочих деталей.
Стержень представляется основой для образования сварного валика.
Источник: https://prosvarku.info/rashodnye-materialy/svarochnye-materialy
Это интересно: Что такое электрошлаковая сварка, описание технологии
Пошаговая инструкция по сварке инвертором
В первую очередь для сварки необходимо иметь защитные элементы:
- перчатки из грубой ткани;
- сварочная маска со специальным фильтром защищающая глаза;
- грубая куртка и брюки из материала, который не загорается от искр, появляющиеся в процессе сварочных работ;
- закрытая обувь на толстой подошве.
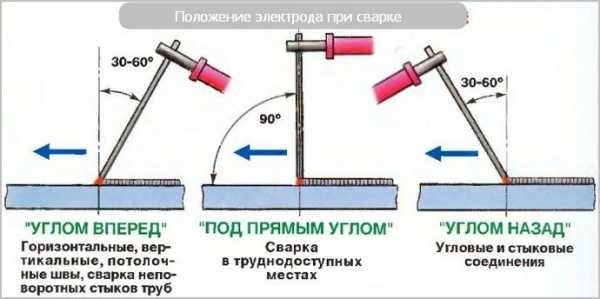
Положение электрода при сварке.
Прежде чем начать варить сварочным инвертором необходимо соблюсти необходимые мероприятия, направленные на создание безопасных условий труда.
Правильная подготовка рабочего места заключается в:
- обеспечении на столе необходимого свободного места, следует убрать все лишние предметы, но которые могут попасть брызги;
- создании качественного освещения;
- выполнять сварочные работы необходимо стоя на деревянном настиле, защищающем от поражения током.
Затем настраивается ток в зависимости от толщины деталей и выбираются электроды. Последние необходимо подготовить. Если они только были куплены в торговой сети и их качество не вызывает никаких сомнений, то это действие можно пропустить.
Если же стержни долгое время находились в неотапливаемом сыром помещении, то их нужно высушить в течение двух-трех часов при температуре 2000 градусов. В этих целях можно воспользоваться старым духовым шкафом или специальным оборудованием, если таковое имеется.
После подготовки электродов к изделию подключается клемма массы.
Чтобы получить качественное и надежное соединение метал должен быть подготовлен:
- с кромок изделия полностью удаляется ржавчина;
- с помощью растворителей выполняется очистка от различных загрязнений;
- на последнем этапе кромки проверяются на чистоту, наличие жира, лакокрасочных и других загрязнений недопустимо.
Далее нужно подключить сварочный инвертор. Тренировки лучше проводить на толстом металлическом листе, формируя шов в виде валика. Первое соединение выполняйте на металле, горизонтально лежащем на столе. На нем проведите прямую линию мелом, по которой будет идти шов.
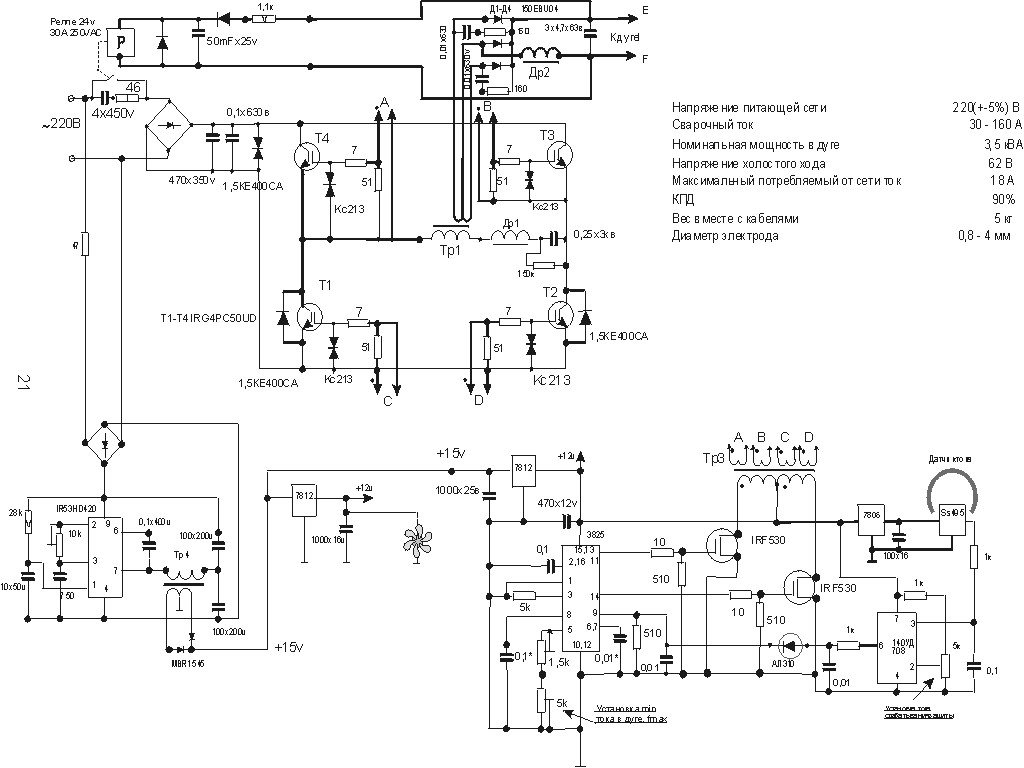
Электрическая схема инвертора.
В процессе тренируясь на таком объекте можно существенно повысить технику сварки.
Процесс сварки начинается с розжига дуги.
Существуют два способа выполнения данного действия:
- чирканье о металл;
- постукивание по металлу.
Выбор метода зависит от предпочтений человека, главное при разжигании не оставлять следов сварки вне зоны соединения.
После зажигания дуги от контакта с металлом зажигается дуга, сварщик отводит электрод от поверхности детали на небольшое расстояние, соответствующие длине дуги и начинает сварку.
В результате в месте соединения двух металлических деталей формируется сварочный шов. Он будет покрыт окалиной – накипью на поверхности. Ее необходимо удалить. Сделать это очень просто путем постукивания небольшим молоточком по шву.
Источник: https://tutsvarka.ru/vidy/svarka-invertorom-dlya-nachinayushhih
Литература
- Николаев Г. А. Сварка в машиностроении: Справочник в 4-х т. М.: Машиностроение, 1978.
- Китаев А. М. «Справочная книга сварщика» -М., 1985. −256с.
- Гуревич С. М. «Справочник по сварке цветных металлов». -К. Наук.думка, 1990 −512с.
- Трущенко Е. А. Сварочные материалы. Учебное пособие. — Томск: ТПУ, 2010. — 143 с.
Источник: https://ru.wikipedia.org/wiki/%D0%A1%D0%B2%D0%B0%D1%80%D0%BE%D1%87%D0%BD%D1%8B%D0%B5_%D0%BC%D0%B0%D1%82%D0%B5%D1%80%D0%B8%D0%B0%D0%BB%D1%8B
Прямая и обратная полярность
Расплавление металла для сварки происходит под воздействием дуги. Она, как уже отмечалось выше, формируется между поверхностью изделия и электродом, так как они подключены к противоположным клеммам устройства.
Существует два основных варианта выполнения сварки, отличающиеся друг от друга порядком подключения и называемых прямой и обратной полярностью.
В первом случае стержень подключается к минусу, а деталь к плюсу. В таком случае в метал происходит повышенное поступление тепла. В результате формируется глубокая и узкая зона расплавления.

Прямая и обратная полярность.
При обратной полярности электрод подключается к плюсу, а изделие к минусу. В таком случае зона расплавления широкая и неглубокая.
Выбор полярности полностью определяется изделием, с которым предстоит работать. Сварка может выполняться на двух типах полярности. Во время выбора следует принимать во внимание тот момент, что большему нагреву подвержен элемент, подсоединенный к плюсу.
Например, варить изделия из тонкого металла трудно ввиду возможного перегрева и прожигания. В таком случае деталь подключается к минусу. Токи также выбирают в соответствии с диаметром электрода и толщиной металла. Эти данные берут из специальной таблицы.
Источник: https://tutsvarka.ru/vidy/svarka-invertorom-dlya-nachinayushhih
Классификация сварочных материалов
Итак, на какие категории подразделяются данные материалы:
-
 электроды и присадочные прутки — к ним относятся электроды с кислым, целлюлозным, смешанным, рутиловым, основным и другим покрытием, а также неплавящиеся электроды;
электроды и присадочные прутки — к ним относятся электроды с кислым, целлюлозным, смешанным, рутиловым, основным и другим покрытием, а также неплавящиеся электроды; - проволока — бывает активированной, порошковой или сплошной;
- флюсы — подразделяются на электропроводные и защитные;
- газы — для поддержки горения, защитные, которые бывают активными и инертными, и горючие;
- керамические подкладки — используются для соединения стыковых, угловых и тавровых швов, бывают всепозиционными, круглыми и др.
Электроды и проволоки
Проволоки и электроды нужны для обеспечения подачи электропитания в сварочную зону с целью нагрева. Плавящиеся электроды с покрытием, некоторые виды проволоки и защитный флюс для дуговой сварки включают в себя специальные компоненты, которые способны защитить металл от воздействия воздуха, поддерживают стабильность процесса работы и помогают получить определенный химический состав металла шва и не только. А присадочный пруток в шов вводится при сварке.
Плавящиеся проволоки используются в работе в таких ситуациях:
- под флюсом;
- в защитных газах;
- при электрошлаковой сварке.
Стальные проволоки бывают трех видов:
- легированные;
- высоколегированные;
- низкоуглеродистые.
 Всего по сортаменту насчитывается 77 разновидностей.
Всего по сортаменту насчитывается 77 разновидностей.
При выборе той или иной марки меняется химический состав сварного шва. Чаще всего применяют проволоку, по составу напоминающую металл, который обрабатывается. Материал должен соответствовать ГОСТу и быть указан на упаковке изделия.
В свою очередь, низкоуглеродистая и легированная сталь для производства проволоки бывает омедненной и неомедненной. Для ручного типа сварки применяется проволока, которая порублена на куски по 360−400 мм в длину. Приобрести ее можно в мотках по 20−85 кг весом. Каждый такой моток имеет этикетку, где указаны производитель и технические параметры изделия.
Для работы нельзя использовать проволоку сомнительного производства неизвестной марки. Поверхность присадочной проволоки должна быть гладкой, на ней не должно быть жира, ржавчины или окалины. Выбирать ее нужно по показателю плавления, он должен быть ниже аналогичной характеристики у соединяемых материалов.
Одно из качественных свойств проволоки — это способность плавиться постепенно, без резкого выброса брызг. Если специальной проволоки для соединения изделий из нержавейки, латуни, свинца или меди нет, то применяют полоски порезанного металла из того же материала, который сваривается.
Пластины и стержни
Пластины используются для электрошлаковой сварки, а дуговая сварка осуществляется с применением электродного металлического стержня с покрытием на основе электрода. Толщина электродов бывает трех видов:
- толстая;
- средняя;
- тонкая.
 Тип сварочного материала с разным покрытием обозначается буквами таким образом:
Тип сварочного материала с разным покрытием обозначается буквами таким образом:
- А — покрытие имеет кислотные добавки;
- Б — классический вариант;
- Ц — покрытие содержит целлюлозу;
- П — в поверхностном слое присутствуют смешанные материалы.
Газы
При резке и газовой сварке применяют горючие газы и те, что поддерживают горение. Сюда относятся:
- кислород;
- ацетилен;
- водород;
- пропанобутановая смесь;
- метилацетилен-алленовая фракция.
Защитные газы предназначены для обеспечения газовой защиты материала в расплавленном виде от воздуха. Защитные газы такие:
- инертные (гелий, аргон и смеси на их основе);
- активные (углекислый газ и смеси на его основе).
 Инертный газ в химическую реакцию с металлом вступать не умеет и почти в нем не растворяется, а активные газы способны вступать в такую реакцию и растворяться в металлах.
Инертный газ в химическую реакцию с металлом вступать не умеет и почти в нем не растворяется, а активные газы способны вступать в такую реакцию и растворяться в металлах.
Что касается кислорода, то он тяжелее воздуха и помогает газам и парам сгореть максимально быстро, при этом способно выделяться тепло, а температура плавления при этом максимальная. При этом сжатый кислород при взаимодействии со смазочными материалами и жирными маслами может привести к взрыву и самопроизвольному воспламенению, соответственно, работать с кислородными баллонами следует только в чистых условиях, где подобное исключено. Сварочные материалы кислородного типа нужно хранить, только соблюдая нормы пожарной безопасности.
Сварочный кислород бывает техническим, получается из атмосферы. А воздух при этом обрабатывается в разделительном аппарате, в итоге удаляются углекислые примеси, а готовый продукт сушат. В жидком виде кислород для хранения и перевозки содержится в специальных емкостях, имеющих высокую теплоизоляцию.
Другой газ, ацетилен, — это кислород, соединенный с водородом. При нормальной температуре ацетилен имеет газообразное состояние. Он бесцветный и включает примеси сероводорода и аммиака. Опасность представляют воспламеняющиеся компоненты такого материала, сварочное давление от 1,5 кгс/см2 или же ускоренное нагревание до температуры в 400 градусов также могут привести к взрыву.
 Газ производится посредством электродугового разряда, который разделяет жидкие горючие компоненты, или через разложение карбида кальция под воздействием жидкости.
Газ производится посредством электродугового разряда, который разделяет жидкие горючие компоненты, или через разложение карбида кальция под воздействием жидкости.
Существуют и заменители ацетилена. Согласно требованиям к материалам для сварочных работ, возможно применение паров жидкостей и прочих материалов. Их используют, если температура нагрева в два раза больше показателя плавления металла.
Чтобы горел тот или иной вид газа, нужно определенное количество кислорода в горелке. Те или иные горючие вещества используются вместо ацетилена, поскольку они недорогие и их легко добыть. Использовать их можно в разных промышленных сферах, но применение таких веществ ограничено ввиду их относительно низкой границы нагрева.
Флюсы для сварки и другие материалы
Флюс в процессе сварочных работ имеет разное назначение. Благодаря ему можно растворить окислы на поверхности металла, что способствует облегчению процесса смачивания заготовки расплавленным металлом. Еще флюс является барьером для доступа кислорода, выступая в роли покрытия горячей поверхности заготовки, и не допускает окисления металла. А еще расплав флюса может выступать как теплообменная среда, облегчая нагревание стыка.
Флюсы отличаются друг от друга по следующим параметрам:
- способу производства;
- назначению;
- своему химическому составу и прочим параметрам.
 Например, по способу производства они бывают плавлеными и неплавлеными. Плавленые флюсы производятся посредством сплавления частей шихты в печах. А вот неплавленые части флюсовой шихты могут быть скреплены без сплавления.
Например, по способу производства они бывают плавлеными и неплавлеными. Плавленые флюсы производятся посредством сплавления частей шихты в печах. А вот неплавленые части флюсовой шихты могут быть скреплены без сплавления.
Флюс состоит из порошка или пасты определенного состава, его производят на основе борной кислоты или же прокаленной буры. Флюсы не применяют для соединения легированных сталей.
А другой вид материала для сварки, керамическая подкладка, применяется для того, чтобы создать качественный шов и сформировать обратный валик.
Все перечисленные сварочные материалы еще могут подразделяться по типу свариваемых металлов и сталей. Например, одни предназначаются для соединения углеродистых сталей, другие — для нержавеющих или низколегированных либо чугуна, меди и прочих материалов.
Источник: https://tokar.guru/svarka/svarochnye-materialy-klassifikaciya-i-harakteristiki.html
Правильный подбор марки электродов для дуговой ручной сварки
Время чтения: 10 минут
Эта большая статья — находка для начинающего сварщика. Там мы подробно рассказываем абсолютно все, что вам необходимо знать. Как правильно выбрать расходные материалы для различных типов металлов? Какие сварочные материалы для дуговой сварки лучше приобрести, а от каких отказать? Важно ли учитывать покрытие, если вы выбираете сварочные расходники? На эти, и многие другие вопросы мы постарались ответить в этом материале.
Источник: http://home.nov.ru/svarochnye-materialy-kratkij-obzor-statej/
Влияние скорости подачи электродов
Скорость подачи электродов для сварки должна обеспечивать необходимое количество подаваемого расплавленного материала. Его недостаточное количество может привести к подрезу. Данный фактор очень важен как в прямой так и в обратной полярности при сварке.
Во время электродуговой сварки из-за быстрого перемещения стержня вдоль соединения, мощности дуги может не хватить, чтобы прогреть металл. В результате формируется неглубокий шов, лежащий сверху металла. Кромки при этом остаются не проплавленными.
Медленное продвижение электрода приводит к перегреву. В таком случае возможно прожигание поверхности и деформация тонкого металла.
Современные сварочные аппараты обладают широким спектром разнообразных функций и возможностей. Тем не менее на данный момент до сих пор большая часть качественно выполненной работы определяется именно мастерством человека.
Источник: https://tutsvarka.ru/vidy/svarka-invertorom-dlya-nachinayushhih
Вместо заключения
Прочтите их, чтобы знать все о современных сварочных материалах, представленных на рынке. В своих статьях мы перечисляем не только достоинства, но и недостатки тех или иных сварочных материалов. Так что вы можете сделать свой вывод исходя из нашего опыта и сторонних отзывов в интернете.
Ну а если вы уже обладаете опытом, то ниже в комментариях вы можете поделиться своими личными рекомендациями по выбору и применению сварочных материалов. Ваше мнение наверняка будет полезно для всех начинающих сварщиков. Желаем удачи в работе!
Источник: http://home.nov.ru/svarochnye-materialy-kratkij-obzor-statej/
Влияние силы тока
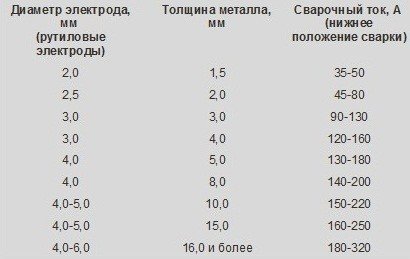
Таблица выбора сварочного тока.
Осваивая основы сварки инвертором, важно понимать, какую силу тока необходимо устанавливать в каждой отдельной ситуации. Правильно настроенный инверторный сварочный аппарат – залог успеха.
Данные о величине тока берутся из таблицы, также в ней приводится и размер электродов. Однако эти значения однако величины тока не точные, они составляют плюс-минус несколько десятков ампер.
Источник: https://tutsvarka.ru/vidy/svarka-invertorom-dlya-nachinayushhih
Разнообразие припоев

Припоем называется металлический стержень, который при плавлении заполняет свободное пространство между соединяемыми деталями. Пруток плавится, смешиваясь с сочленяемыми элементами, либо выступает в виде основного металла.
Припои имеют различный диаметр и выполнены из олова, с включениями других металлов. Таковыми могут быть свинец, цинк либо медь. Характеризуются они показателями плавления — легко(особо)плавкие и тугоплавкие.
Легкоплавкие

Подобные материалы нашли применение в мелком ремонте, например, радиоаппаратуры, счетных и вычислительных машин, где температура паяльной ванны должна находиться в пределах 40-140° C.
Увеличение показателя грозит перегревом платы, соседних деталей. Добавки кадмия, висмута или цинка увеличивают прочность своеобразного валика, хладостойкость, понижают электросопротивление, температурной коэффициент линейного расширения.
Работы проводятся с помощью обычного бытового паяльника. При подборе припоя для электрической схемы радио или телевизора следует остановиться на материале с температурой плавления до 145°.
Лудят платы проволокой другого типа, которая плавится при температуре кипения воды, что дает качественный результат.
Однако для ремонта зарубежного вычислительного устройства потребуется сплав с увеличенным индексом — 200° C, который не содержит опасный для здоровья свинец.
Тугоплавкие

Подобная проволока имеет повышенную температуру использования — более 400°. Дома она не пригодится, а вот для промышленных предприятий будет как раз.
Профессиональная сварка предполагает соединение больших деталей, поэтому здесь встречается медный, серебряный, никелевый или магниевый присадок.
Увеличенный диаметр проволоки, не нашедшей свое применение в быту, с успехом сваривает чугунные и латунные детали, обладающие большой тугоплавкостью.
Источник: https://prosvarku.info/rashodnye-materialy/svarochnye-materialy
Особенности сварки тонкого металла
В бытовых задачах чаще всего сталкиваются с необходимостью соединения тонкого металла. В данном случае необходимо вспомнить основы сварки инвертором для начинающих, а именно о важности подключения изделия к правильному полюсу. Тонкие детали подсоединяются к «минусу» сварочного аппарата.
Чтобы научиться правильно варить и получать красивые швы, необходимо потренироваться.
Вот несколько полезных советов, которые могут в повышении мастерства:
- начинайте варить, используя минимальный ток;
- формируйте шов углом вперед;
- используйте обратную полярность;
- закрепите деталь, чтобы уменьшить ее деформацию во время сварки.
Источник: https://tutsvarka.ru/vidy/svarka-invertorom-dlya-nachinayushhih
Частые ошибки новичков
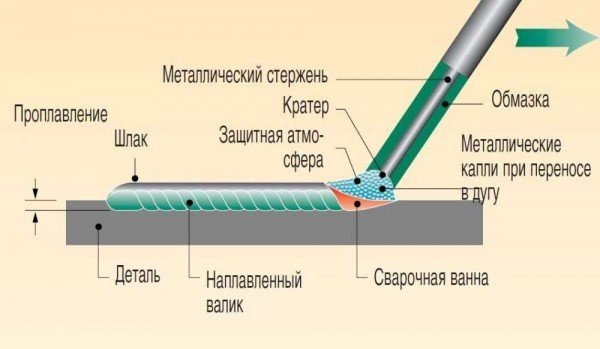
Схема дуговой сварки.
Начинающим сварщикам свойственно совершать ошибки, связанные с незнанием азов, касающихся использования сварочного оборудования. Например, новички могут не знать, как правильно выбрать полярность сварки инвертором, что приведет к некачественному формированию соединения или даже к прожигу детали.
Можно выделить следующие основные ошибки:
- пренебрежение техникой безопасности;
- неправильный выбор сварочного автомата;
- применение некачественных или неподготовленных электродов;
- работа без пробных швов.
Для новичков стоит отдельно отметить одну особенность, если варить сваркой Ресанта. Это оборудование очень популярно, однако оно имеет короткие кабели подключения, что может создавать неудобства в работе.
Источник: https://tutsvarka.ru/vidy/svarka-invertorom-dlya-nachinayushhih
Подведем итоги
Научившись работать со сварочным оборудованием, станет возможно решение многих бытовых задач, часто возникающих в работе на даче или в гараже. Новичкам следует особое внимание обращать на полярность сварки инвертором деталей различной толщины.
Поняв, как правильно настраивать оборудование и выбирать электрод удастся получать качественные швы на любом изделии. Обязательно обращайте внимание на прямую и обратную полярность подключения сварочного инвертора.
При сваривании толстых деталей используется прямая полярность при сварке инвертором, а для тонких – обратная.
Источник: https://tutsvarka.ru/vidy/svarka-invertorom-dlya-nachinayushhih
Нюансы использования

Флюс — вещество для защиты от окислений, и припой — проволока, предназначены для различных целей.
Смесь способствует улучшению качества сварочного валика, материал металлической полой трубки — для заполнения пространства между торцами рабочих компонентов. Поэтому технология их использования разнится.
Применение припоя обусловливается его разогревом с помощью паяльника. Для пайки двух маленьких деталей на плате, следует положить проволоку на торцы соединяемых деталей, прикоснуться к ней горячим паяльником.
Металл расплавится и сформирует соединение. Если конструкция большая, припой разогревают газовой горелкой.
Во время работы с совмещенными проволокой и антиокислителем, полую трубку нагревают паяльником либо газом. Металл заполняет полость между элементами, а пары флюса обезжиривают рабочую зону.
Перед использованием флюса определяется его консистенция. Жидкие, пастообразные смеси наносятся кисточкой, сухие — подаются устройством из бункера.
Источник: https://prosvarku.info/rashodnye-materialy/svarochnye-materialy
Выбор по назначению

Работа с токопроводящими прутками подразумевает выбор режима работы сварочного агрегата и электрода. Различные типы металлов предпочтительно сваривать разными видами электродов — по назначению.
Последний термин обозначается одним символом, как на упаковке, так и прутке. Электрод со значением У используется для работ с низколегированными, углеродистыми сталями. Буква Л говорит о сварке легированных конструкционных материалов.
Операции с высоколегированной сталью обозначаются значком B. Начертание T указывает на соединение теплостойких элементов, H — наплавочные электроды.
Источник: https://prosvarku.info/rashodnye-materialy/svarochnye-materialy
Диаметр стержня

Выбор сварочного прутка исходит из его диаметра, толщины соединяемых конструкций, типа их металла, длины электрода. Таблица приводит некоторые характеристики для выбора стержней в миллиметрах.
Самым распространенным диаметром прутков при ручных методах является размер 2-4 мм. Более толстые используются для операций на промышленных предприятиях.
Источник: https://prosvarku.info/rashodnye-materialy/svarochnye-materialy
Типология шва

Выбор электропроводящего стержня также проводится в зависимости от типа сварного валика. Последний характеризуется следующим типом:
- стыковый;
- угловой;
- тавровый;
- нахлесточный;
- торцевой;
- прорезной.
Накладки, электрозаклепки используются для придания шву прочности.
Источник: https://prosvarku.info/rashodnye-materialy/svarochnye-materialy
Электроды для ручного процесса

Операция соединения деталей зависит от их типа и вида токопроводящего стержня. Исходя из этого, для следующих сталей используются такие типы электродов:
- углеродистые низколегированные — буква Э со значениями 42,46, 46A, 50, 50A, 55, 60;
- легированные — Э с индексом 70, 85, 100, 125;
- чугун — ОЗЧ;
- алюминий — ОЗА;
- медь — AHЦ, OЗБ;
- никель — OЗЛ.
Наплавляют металл стержнями марки OЗH, OЗШ и др.
Источник: https://prosvarku.info/rashodnye-materialy/svarochnye-materialy
Выбор качественного электрода
Электропроводящие стержни обязаны соответствовать определенному Государственному стандарту, что обусловливает их качественное изготовление.
Покрытие электрода не должно крошиться или осыпаться, плохо плавиться, разбрызгиваться. К работе допускаются прочные и устойчивые к деформации стержни, которые формируют ровный шов без присутствия трещин, углублений.
Используя качественные сварочные материалы, можно добиться ровного валика на состыкованных деталях. Это зависит не только от умения сварщика, но и правильно используемого припоя, электрода, элемента присадки.
Источник: https://prosvarku.info/rashodnye-materialy/svarochnye-materialy
Количество использованных доноров: 5
Информация по каждому донору:
- https://prosvarku.info/rashodnye-materialy/svarochnye-materialy: использовано 11 блоков из 18, кол-во символов 9305 (33%)
- http://home.nov.ru/svarochnye-materialy-kratkij-obzor-statej/: использовано 3 блоков из 7, кол-во символов 1818 (7%)
- https://tokar.guru/svarka/svarochnye-materialy-klassifikaciya-i-harakteristiki.html: использовано 1 блоков из 3, кол-во символов 6976 (25%)
- https://ru.wikipedia.org/wiki/%D0%A1%D0%B2%D0%B0%D1%80%D0%BE%D1%87%D0%BD%D1%8B%D0%B5_%D0%BC%D0%B0%D1%82%D0%B5%D1%80%D0%B8%D0%B0%D0%BB%D1%8B: использовано 1 блоков из 7, кол-во символов 320 (1%)
- https://tutsvarka.ru/vidy/svarka-invertorom-dlya-nachinayushhih: использовано 8 блоков из 10, кол-во символов 9471 (34%)