Сварка полуавтоматом в углекислоте относится к качественным и вместе с тем сравнительно недорогим способам соединения металлических заготовок Полуавтоматическая сварка в среде углекислого газа чаще всего используется в тех случаях, когда возникает потребность в надёжном сочленении металлических частей изделий различной толщины.
Кроме того, этот вид сварочных процедур востребован в ситуациях, когда тщательная зачистка соединяемых деталей невозможна по тем или иным причинам.
Источник: https://svaring.com/welding/apparaty/poluavtomaticheskaja-svarka-v-srede-uglekislogo-gaza
Содержание
- 1 Актуальность вопроса
- 2 Преимущества и минусы
- 3 Факторы расхода
- 4 Области применения
- 5 Расход углекислоты
- 6 Особенности проволоки
- 7 Техника сварки в углекислом газе
- 8 Экономия смеси
- 9 Расчет: формула
- 10 Заключение
- 11 Оптимальный выбор
- 12 Катушки и катушкодержатели
- 13 Как заправить, установка на автомат и полуавтомат
- 14 Где купить
Актуальность вопроса

Защитный газ предотвращает попадание из воздуха в сварочную ванну водорода, кислорода, иных вредных веществ, которые ухудшают качество шва. В некоторых случаях, газ выводит подобные элементы из сварочной ванны.
Предприятиям газ поставляется кислородными цехами заводов, домашний сварщик может купить его баллон в торговой сети. Например, 10-литровый баллон углекислоты стоит немногим более 500 рублей, однако израсходовав запас газа, емкость можно заполнить новой порцией двуокиси.
Каждый сварщик старается увеличить продолжительность работы баллона с регулируемой газовой средой, и просто уменьшить его расход обычным зажатием вентиля не получится.
Любая сварка, дома или на производстве, стремиться не только к сокращению расхода углекислоты, но и повышению качества соединяемых деталей, что у новичка часто происходит обратно пропорционально.
Однако выход CO 2 — двуокиси углерода, при работе полуавтоматической сваркой можно предварительно просчитать, чтобы не бежать в магазин за новым баллоном перед самым окончанием трудового дня.
Источник: https://prosvarku.info/tehnika-svarki/rashod-uglekisloty-pri-svarke-poluavtomatom
Это интересно: Что такое ацетиленовая сварка, технология и особенности
Преимущества и минусы
Согласно ГОСТ сварка полуавтоматом в углекислоте предполагает использование постоянного тока прямой полярности, поскольку при обратном показателе стабильность дуги получить не удаётся.
Прямой ток подходит и для случая, когда сварка осуществляется методом наплавления металла, обеспечивая при этом большую эффективность процедуры.

Несмотря на то, что по своим защитным свойствам углекислый газ заметно уступает другим газам (аргону, в частности) – он, тем не менее, прекрасно подходит для обработки большинства типовых промышленных металлов.
Объясняется это не только низкой стоимостью углерода, позволяющей рассматривать этот вариант сварки как бюджетный, но и более безопасными условиями хранения и непосредственного использования материала.
К другим преимуществам полуавтоматической сварки в среде углекислого газа следует отнести:
- высокое качество полученных соединений (с минимумом брака), сочетающееся с низкой стоимостью расходного материала и высокой производительностью работ;
- возможность сваривать заготовки в подвешенном состоянии (без подкладки);
- допустимость сплавления изделий небольшой толщины;
- более эффективное в сравнении с аргонодуговой сваркой использование энергии сварочной дуги.
Все перечисленные достоинства углекислого газа должны учитываться наряду с проблемными местами, связанными с послойным способом формирования шва и его пористостью при некачественном сплавлении. У такой сварки низкая оперативность.
У такой сварки низкая оперативность. Она объясняется тем, что работа в среде углекислого газа требует длительной подготовки оборудования к запуску.
Углекислым газом категорически запрещается пользоваться в плохо проветриваемых или замкнутых помещениях, поскольку его пары в воздухе могут привести к асфиксии (удушью).
Источник: https://svaring.com/welding/apparaty/poluavtomaticheskaja-svarka-v-srede-uglekislogo-gaza
Факторы расхода
Наиболее значимыми условиями расхода сварочной смеси — контролируемой атмосферы, является следующие медиаторы:
- Тип и толщина соединяемого металла.
- Диаметр сварочного прута.
- Сила тока сварочного аппарата.
Учитывая каждый из приведенных факторов, можно вывести расход защитной среды. Приведенные ниже данные обусловливают количество выхода сварочной смеси при работе
полуавтоматом с учетом диаметра проволоки и силы тока:
- проволока 0,8-1,0 мм, сила тока аппарата 60-160 амп. — 8 литров газа в минуту;
- 1,2 мм, 100-200 A — 9,5-12 л/мин.;
- 1,4 миллиметра, 120-320 апм. — 12-15 л;
- 1,6 мм, 240-380 — от 15 до 18 литров;
- 2,0 мм, 280-450 A — до 20 л/мин.
Это средние математические выводы, которые кроме диаметра и толщины деталей, не учитывают факторы окружающей среды. Процесс в закрытом помещении потребует меньшего расхода регулируемой газовой среды, на открытой же площади происходит некоторое улетучивание углекислоты, что отражается большим ее истечением из баллона.
При работе на улице в ветреный день, испарение, а соответственно и расход углекислоты еще более увеличится.
Не на последнем месте находится и само качество контролируемой атмосферы. Пользуясь неочищенным газом, сварщик поневоле придет к увеличенной издержке производства.
Источник: https://prosvarku.info/tehnika-svarki/rashod-uglekisloty-pri-svarke-poluavtomatom
Области применения
Дуговая обработка металлов в углекислоте и используемый при этом сварочный полуавтомат преимущественно востребованы, когда нужно получить простые соединения заготовок. Технология сварки в углекислом газе находит широкое применение в следующих областях:
- при сооружении капитальных объектов (мостов, эстакад и подобных им сооружений, монтируемых на основе каркасных металлоконструкций);
- в заводских условиях и в цехах, профиль работы которых связан с изготовлением металлических изделий или их ремонтом (на станциях техобслуживания, в частности);
- при строительстве сварных ферменных сооружений сельхоз назначения;
- в дачном и частном хозяйствах (при изготовлении заборов, ворот, калиток, капитальных теплиц).
Иными словами, сравнительно простой и надёжный метод сварки в газе, а также сам углекислотный полуавтомат востребованы везде, где нужно качественно и быстро обработать металлические изделия самого различного профиля.
Источник: https://svaring.com/welding/apparaty/poluavtomaticheskaja-svarka-v-srede-uglekislogo-gaza
Расход углекислоты
 Несмотря на то, что количество расходуемого при сварке углекислого газа нормируется с учётом множества различных факторов – все они могут быть сведены к нескольким пунктам.
Несмотря на то, что количество расходуемого при сварке углекислого газа нормируется с учётом множества различных факторов – все они могут быть сведены к нескольким пунктам.
Эта величина зависит от скорости перемещения проволоки в полуавтомате, которая в свою очередь определяется параметрами самого расходного материала.
На расход оказывает влияние качество используемого флюса и давление, под которым газ подаётся к месту его непосредственного применения. В зависимости от этих факторов величина расхода может варьироваться в пределах от 3-х до 60 литров в минуту.
Приблизительный расчёт расходного показателя может быть проведён самостоятельно с учётом ряда обстоятельств. Во-первых, следует принимать во внимание, что расход углекислоты только на этапе подготовительных работ составит не менее 10% от общего показателя.
Во-вторых, необходимо знать удельное значение расходования для углекислого газа (объём, приходящийся на подготовку одного шва). Помимо этих факторов при расчетах должны быть учтены как толщина плавильной проволоки, так и соответствующий параметр обрабатываемых металлических заготовок.
Добавим к этому, что в стандартный баллон вмещается порядка 25 килограмм, и что из каждого кило газа после химической реакции образуется примерно 500 литров газа (указано в ГОСТ 8050-64).
На основе исходных данных после суммирования получается, что одного баллона с углекислым газом вполне хватает для работы без остановок в течение приблизительно 15-ти часов.
Нередко при работе с полуавтоматом сварщику приходится использовать специальную порошковую проволоку, содержимое которой заменяет углекислый газ. В этом случае соответствующие расчёты проводятся по совсем другим методикам.
Расчетные данные можно посмотреть в таблице.
|
Толщина, мм |
Диаметр проволоки, мм | Величина тока, А | Напряжение, В | Скорость подачи проволоки, м/ч |
Расход газа |
|
1,5 |
0,8 | 120 | 19 | 150 | 6 |
| 1,7 | 1 | 150 | 20 | 200 | |
| 1,2 | 170 | 21 | 250 | 10 | |
| 3 | 1,4 | 200 | 22 | 490 | |
|
4-5 |
1,6 | 250 | 25 | 680 | 14 |
| 6 и более | 1,6 | 300 | 30 | 700 |
Источник: https://svaring.com/welding/apparaty/poluavtomaticheskaja-svarka-v-srede-uglekislogo-gaza
Это интересно: Сварка аргоном — преимущества и особенности
Особенности проволоки
На расход проволоки оказывает влияние множество причин, включая человеческий фактор в контексте наличия у сварщика требуемой квалификации. Однако наиболее объективным является значение коэффициента наплавки.
Этот показатель определяет количество наплавленного металла за единицу времени при силе тока один ампер. На величину коэффициента влияют состав материала проволоки, организация защиты зоны сварки (газы, флюс), а также вид тока (переменный, постоянный) и его полярность. Значение коэффициента наплавки в зависимости от типа проволоки и способа ведения технологического процесса могут колебаться от 5-7 до 18-20 г/А*ч. Выделяют несколько видов проволок: титановая, медная, легированная, полированная, нержавеющая, стальная, алюминиевая, омедненная, порошковая. Определяется коэффициент в основном экспериментальным путем.
Справка. Коэффициент наплавки, а также другие технические характеристики популярных марок: ПАНЧ-11, СВ08Г2С, ER70S-6, ВТ1-ооСв представлены в соответствующих статьях.
Источник: https://kovka-svarka.net/material/svarochnaia-provoloka-rashod-zapravka-podacha/
Техника сварки в углекислом газе
Выполнение сварочных работ и технология полуавтоматической сварки в среде углекислого газа достаточно простая, по сути, от мастера требуется выдержать необходимый вылет проволоки и перемещать горелку автомата с одинаковой скоростью.
В результате получается равномерный шов без наплывов, обеспечивается достаточный провар стали и механическая прочность получаемого соединения.
Во время выполнения работ от мастера требуется соблюдение следующих рекомендаций:
- Перед началом сварки следует убедиться в том, что защитный газ выходит из горелки. Рабочее давление углекислоты при сварке полуавтоматом 0, 02 кПа. Но этот показатель не является абсолютным, наличие сквозняка, ветра, несколько увеличивает расход материала. Соответственно давление для создания нормального шва будет увеличиваться.
- Угол горелки должен находиться в пределах 65-75°. Шов необходимо вести справа налево, так лучше просматриваются свариваемые кромки.
- Сила тока. Режимы сварки в углекислом газе регулируются методом изменения скорости подачи проволоки и напряжения дуги.
Какое давление углекислоты при сварке
ГОСТ на полуавтоматическую сварку в углекислом газе регулируется руководящим документом 26-17-051-85. Согласно документу, стандартного баллона, наполненного СО², достаточно чтобы обеспечить 15-20 часов беспрерывной работы. Для увеличения производительности обязательно используют осушитель влаги.
Подача углекислоты может быть изменена в большую сторону при наличии сквозняков, ветра и других негативных факторов. Решающее значение при выборе подходящего рабочего режима играет качество получаемого шва.
Сущность сварки в среде углекислого газа сводится к тому, что СО² обеспечивает защиту обрабатываемой поверхности от перегрева. Как правило, качество шва напрямую зависит от расхода углекислоты при сварке полуавтоматом. При этом от мастера требуется обеспечить оптимальные затраты между использованием газа и расходом сварочной проволоки.
Для определения оптимальной нормы расхода углекислоты при сварке полуавтоматом, опытные сварщики используют следующий метод. Выставляют давление приблизительно, так, чтобы получался идеальный шов, после этого снижают подачу газа и напряжение, пока сварочное соединение не станет пузыриться и шипеть. Возвращаются к успешной последней настройке.
Расход углекислоты для сварочного полуавтомата
Хотя нормы расхода углекислоты зависят от многих факторов, в среднем для полуавтомата предусмотрены следующие затраты расходных материалов:
- Скорость подачи проволоки — зависит от ширины расходного материала, составляет, от 35-250 мм/сек.
- Расход газа — определяется качеством флюса и погодными условиями. Может варьироваться от 3 до 60 л/мин.
Расчет расхода углекислого газа при полуавтоматической сварке можно выполнить самостоятельно, зная следующие параметры:
- Затраты на подготовительные работы составляют около 10% от общего расхода СО².
- Удельный расход газа, необходимый для прохождения шва.
Также при расчетах принимают во внимание толщину проволоки и обрабатываемого металла.

В баллон заливается около 25 кг углекислоты. В результате химической реакции из каждого килограмма получается около 509 л газа. Соответственно, одного стандартного баллона более чем достаточно для непрерывной работы в течение 12-15 часов.
Существует возможность обойтись без использования защитного газа. Вместо СО² применяют порошковую проволоку. При нагревании проволока, покрытая порошком, выделяет газ, который и защищает обрабатываемую поверхность от перегрева.
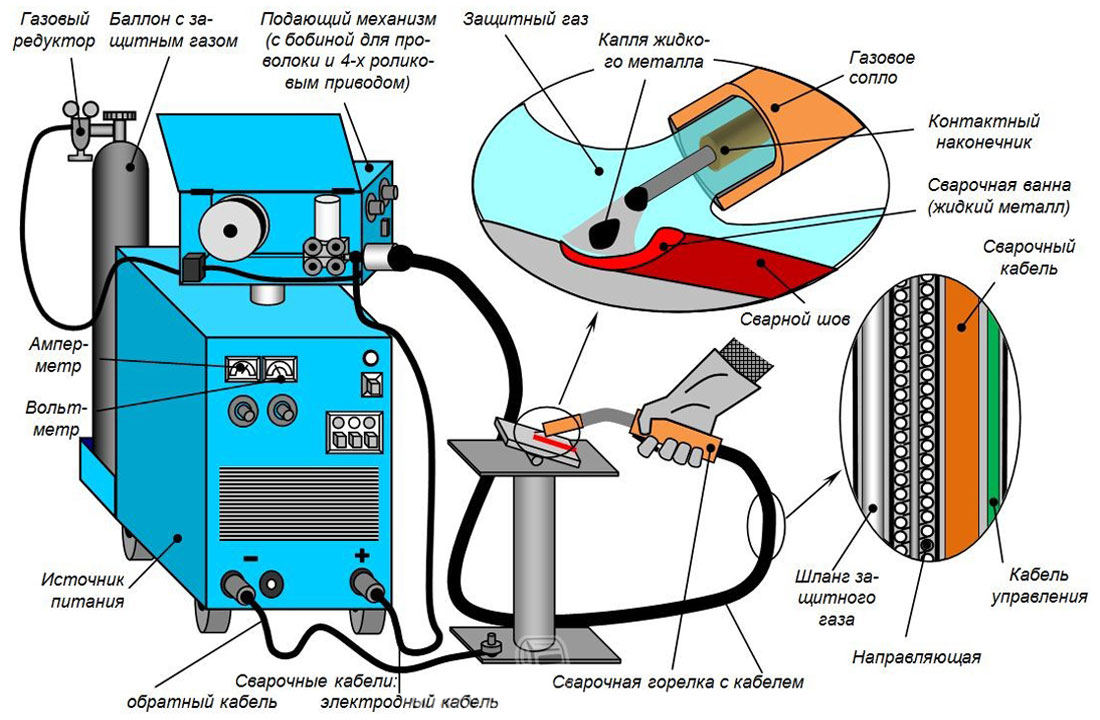
В комплект оборудования для полуавтоматической сварки в углекислом газе входит:
- Выпрямитель — может быть трансформаторного или инверторного типа. Первый оптимально подходит для толстой проволоки, второй обеспечивает равномерную подачу напряжения и стабильную дугу сварки.
- Подающий механизм — имеет ограничения по толщине проволоки. При выборе следует учитывать, что не каждый флюс можно будет использовать при выполнении сварочных работ.
- Держатель со шлангами.
Все оборудование в совокупности обеспечивает оптимальный рабочий режим и создается условия для формирования качественного сварного шва.
Источник: https://Stroy-Plys.ru/281-poluavtomaticheskaya-svarka-v-srede-uglekislogo-gaza.html
Экономия смеси

Исходя из сказанного, можно сделать вывод, что расход регулируемой углекислотной среды зависит не только от прямых факторов — диаметра прутка, силы тока и толщины соединяемых металлических элементов. Косвенными факторами, влияющими на расход углексилоты являются погодные условия — ветер, открытая площадь.
Однако учитывая последние, имеется возможность минимизировать затраты сварочного процесса.
Оптимизированным вариантом послужит проведения работы в закрытом, искусственно проветриваемом помещении, с привлечением опытного сварщика. Новичку так же можно поручить процесс, однако расход все равно будет несколько или значительно больше. Неопытный сотрудник вправе предложить достичь экономии путем прикручивая вентиля на баллоне с углекислотой при полуавтоматической сварке.
Подобная операция уменьшит поток смеси к сварочной ванне, но увеличит приток кислорода из атмосферы, что скажется на снижении качества шва. Однако существует выход из этого положения.
Специалисты советуют использовать в работе многокомпонентные регулируемые газовые составы, которые позволяют уменьшить расход углекислоты с одновременным улучшением качества шва. Например, аргоновая смесь состоит из 20% двуокиси углерода и 80 — аргона. Ее главными преимуществами считаются:
- уменьшение количества использованной проволоки до 80%;
- сокращение количества прилипших брызг металла;
- увеличенная глубина провара элементов;
- меньшее число пор в сварном шве.
Общие же затраты на операцию снижаются до 20%.
Источник: https://prosvarku.info/tehnika-svarki/rashod-uglekisloty-pri-svarke-poluavtomatom
Расчет: формула
При выполнении разовой работы можно самостоятельно посчитать примерный расход проволоки. Увеличив получившийся результат на обязательные в работе технологические потери, получите гарантированный задел сварочной проволоки для выполнения сварочных работ.
Расчет ведется по формуле N=G*K,
- где N – норма расхода проволоки;
- G – масса наплавленного металла в сварочном шве;
- К – коэффициент, учитывающий повышенный расхода материала для создания имеющейся наплавки.
Для расчета массы наплавленного металла, самым трудным будет точно определить площадь (F) поперечного сечения наплавки. Здесь потребуется воспользоваться формулами из геометрии для расчета площадей различных фигур.
Плотность (γ) наплавки зависит от вида материала сварочной проволоки. По формуле F*γ находится масса (G) наплавки 1 метра шва. Коэффициент К зависит от пространственного положения сварочного шва, применяемого защитного газа и других особенностей деталей. Этот расчет даст возможность избежать непроизводительных расходов времени при проведении сварочных работ.
Источник: https://kovka-svarka.net/material/svarochnaia-provoloka-rashod-zapravka-podacha/
Заключение

Следует учесть, что многокомпонентный сварочный газ стоит несколько дороже. Поэтому перед покупкой стоит убедиться в экономической выгоде такой смеси.
Опытные мастера знают, сколько потребуется регулируемой газовой среды для сваривания различных материалов и каков будет расход углекислоты.
Новичкам же нужно приобрести опыт в целях экономии углекислоты при работе с полуавтоматической сваркой.
Источник: https://prosvarku.info/tehnika-svarki/rashod-uglekisloty-pri-svarke-poluavtomatom
Оптимальный выбор
Сварка полуавтоматом с применением углекислоты, несмотря на существенный расход газа и его опасность, является одним из оптимальных подходов к формированию действительно качественного соединения.
При этом её использование в процессе работ обеспечивает надежную защиту сварочной ванны от воздействия содержащегося в воздухе кислорода.
Этот тип сплавления металлических заготовок может быть отнесён к самым дешёвым вариантам реализации принципа электродуговой сварки, ни в чём не уступающим по качеству другим известным методам.
Источник: https://svaring.com/welding/apparaty/poluavtomaticheskaja-svarka-v-srede-uglekislogo-gaza
Катушки и катушкодержатели

Проволока сварочная алюминиевая ER4043 (1.6 мм; катушка 6 кг) ELKRAFT 93614. Фото ВсеИнструменты.ру
На катушки наматывается сварочная проволока, с которых происходит ее съем во время работы. Катушка надежно закрепляется в полуавтоматах с помощью устройств называемых катушкодержателями. Устройства для крепления катушек должно соответствовать аналогичному на катушкодержателе.
При выключении полуавтомата катушка с проволокой стремится продолжить свое движение, что может привести к образованию петель на проволоке. Конструкция катушкодержателя имеет тормозное устройство, например, в виде фрикциона. Регулировка его с помощью гайки не позволяет катушке свободно разматываться и сохраняет правильную намотку проволоки.
Источник: https://kovka-svarka.net/material/svarochnaia-provoloka-rashod-zapravka-podacha/
Как заправить, установка на автомат и полуавтомат
Как заправить сварочную проволоку на полуавтомат показано в видео. Здесь следует отметить ключевые моменты на которые обращает внимание автор.
- При надевании новой кассеты обязательно придерживать конец проволоки, чтобы не допустить разматывания катушки.
- Проволока должна попасть в канавку ролика.
- Для протягивания использовать холостой ход электропривода (без подачи газа) на режиме самой высокой скорости подачи.
- Не допускать застревание в рукаве или токосъемнике.
Автор видео ничего не упомянул о регулировке прижимного устройства. Использование порошковой проволоки требует к нему особого внимания. Для сварки с меньшим количеством брызг, для порошковой проволоки рекомендуется механизм подачи с четырьмя роликами, для лучшего распределения усилия прижима.
Источник: https://kovka-svarka.net/material/svarochnaia-provoloka-rashod-zapravka-podacha/
Где купить
Продажей расходных материалов различных типов занимаются компании, собранные в отдельном разделе. Ознакомление с представленной информацией позволит узнать, где купить сварочную проволоку.
Кроме возможности приобретения продукции у поставщиков, рекомендуется также ознакомиться с ассортиментом, предлагаемом производителями. Ведущие мировые предприятия, например, ESAB и DEKA, обладают широкой сетью представительств, что позволяет приобрести расходные материалы и быть полностью уверенным в качестве продукции.
Разделы: Сварочная проволока
легированные сварочные проволоки, медная сварочная проволока, порошковые сварочные проволоки, проволока для аргонодуговой сварки, проволока сварочная алюминиевая, проволока сварочная омедненная, проволока сварочная полированная, проволока стальная сварочная, сварочная нержавеющая проволока, сварочная проволока титановая
Источник: https://kovka-svarka.net/material/svarochnaia-provoloka-rashod-zapravka-podacha/
Количество использованных доноров: 4
Информация по каждому донору:
- https://prosvarku.info/tehnika-svarki/rashod-uglekisloty-pri-svarke-poluavtomatom: использовано 4 блоков из 6, кол-во символов 4211 (20%)
- https://svaring.com/welding/apparaty/poluavtomaticheskaja-svarka-v-srede-uglekislogo-gaza: использовано 5 блоков из 6, кол-во символов 5735 (27%)
- https://kovka-svarka.net/material/svarochnaia-provoloka-rashod-zapravka-podacha/: использовано 7 блоков из 9, кол-во символов 7032 (33%)
- https://Stroy-Plys.ru/281-poluavtomaticheskaya-svarka-v-srede-uglekislogo-gaza.html: использовано 1 блоков из 3, кол-во символов 4086 (19%)