Температура пайки полипропиленовых труб составляет 260 градусов. Но важна не только температура, но и время стыковки фитингов в процессе пайки труб своими руками. Нарушение технологии пайки полипропилена сводит на нет все качественные характеристики полипропиленовых труб.
Для сохранения прочности и долговечности коммуникаций крайне важно обеспечить нормативные условия пайки.
Источник: https://ribler.ru/vodosnab/pajka-polipropilenovyh-trub-vremja-i-temperatura-utjuga/
Содержание
- 1 Таблица температурных показателей для работы с полипропиленовыми материалами
- 2 Общая информация
- 3 Режим пайки и его влияние на процесс
- 4 Технологический процесс сварки ПП
- 5 Выбор сварочного аппарата
- 6 Что такое сварка полипропиленовых труб
- 7 Как сваривать полипропиленовые трубы вручную
- 8 Технология пайки полипропиленовых труб
- 9 Таблица пайки полипропиленовых труб и температура их нагрева
- 10 Параметры сварки изделий из полиэтилена и полипропилена
- 11 Инструменты для пайки полипропиленовых труб
- 12 Таблица пайки полипропиленовых труб в зависимости от диаметра трубок
- 13 Сколько времени нагревать?
- 14 Самые частые ошибки
- 15 Время пайки при монтаже полипропиленовых труб
- 16 Как подбирается температура пайки на практике
- 17 Заключение
- 18 Как подбираются насадки для пайки полипропиленовых труб
- 19 Пайка отопления полипропиленовыми трубами: основные правила
- 20 Вывод
Таблица температурных показателей для работы с полипропиленовыми материалами
В начале сварочных работ необходимо на сварочный аппарат установить специальные насадки, на них предварительно очищают тефлоновое покрытие. После этого устройство прогревается до температуры двести шестьдесят градусов.

Этот температурный предел считают самым оптимальным для такого вида трубопроката. Период подогрева аппарата зависит от температуры окружения.
Нужно также проверить рабочее состояние резака. Если есть необходимость, то его следует подточить.
Подготовленные для пайки трубы должны быть обезжиренными и почищенными. Если соединительный элемент не плотно «садится» на патрубок, то его рекомендуют поменять на другой.
Соединительную деталь одевают на прогретую насадку, ей для прогревания понадобится немного больше времени, чем трубе.
 Далее переходят непосредственно к прогреванию крепежных частей. Если он не плотно «сидят» на насадках, то во время их нагревания разрешают проворачивать, но угол при этом не должен быть больше десяти градусов.
Далее переходят непосредственно к прогреванию крепежных частей. Если он не плотно «сидят» на насадках, то во время их нагревания разрешают проворачивать, но угол при этом не должен быть больше десяти градусов.
После нагревания элементы снимаются с насадок, и скрепляются аккуратным движением. За несколько минут конструкция полностью остывает.
В таблице ниже есть рекомендуемое время и иные показатели времени. Таблица пайки полипропиленовых труб оказывается незаменимой при работе с полипропиленовыми трубопрокатными материалами.
| Объем труб – величина сварочного пояса (см.) | Период нагрева (сек.) | Период сварки (сек.) | Период охлаждения после сварки (минуты) |
| 1,6 – 1,3 | 5 | 4 | 3 |
| 2 – 1,4 | 5 | 4 | 3 |
| 2,5 – 1,6 | 7 | 4 | 3 |
| 3,2 – 1,8 | 8 | 4 | 4 |
| 4 – 2 | 12 | 6 | 4. |
| 5 – 2,3 | 18 | 6 | 5 |
| 6,3 – 2,6 | 24 | 6 | 6 |
| 7,5 – 2,8 | 30 | 8 | 8 |
| 9 – 3 | 40 | 8 | 8 |
| 11 – 3,3 | 50 | 10 | 10 |
| 16 – 3,5 | 80 | 15 | 15 |
Видео
Показанные в таблице данные рассчитаны для окружающей среды в двадцать градусов. При более низких температурах время нагревания необходимо увеличивать.
Начинать сварочные работы рекомендуют с более громоздких конструкций. Эти действия, особенно мастерам с небольшим опытом лучше проводить с напарником, потому, что нужен одновременный монтаж прогретых элементов.
Источник: https://trubanet.ru/soedinenie-trub/temperatura-pajjki-polipropilenovykh-trub-tablica-vremeni.html
Общая информация
Температурный режим пайки трубных изделий из полипропилена напрямую зависит от применяемого полимера. На практике используются 4 типа материалов:
- PN10, применяемые для использования технических изделий при температурном режиме до +40 С;
- PN16 для использования при +60 С;
- PN20, используемые в водопроводе от +80 С до +95 С;
- PN25 для режимов эксплуатации свыше +95 С.
Помимо выдержки температурного режима, сварка полипропиленовых труб своими руками зависит от давления, которое способно выдержать трубное технических изделий конкретной маркировки.
Первый тип применяется при прокладывании техизделий, предназначенных для холодного водоснабжения. Трубные изделия с маркировкой PN20 считаются универсальными и предназначены для холодного и горячего водоснабжения, но при учете, что воздействие +95 С носит кратковременный характер. Если температура не соблюдается, то от ее действия они потеряют герметичность и деформируются.
Источник: https://svarkaipayka.ru/tehnologia/svarka-trub/temperatura-payki-polipropilenovyih-trub.html
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
«Обратите внимание!
Излишний перегрев фитинга и трубного техизделия при сваривании становится причиной деформации деталей. Нарушается их геометрия, а во внутреннем сечении происходит наплыв валика.»
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С. Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета. Это сильно отразится на пропускной способности будущего участка трубопровода.

Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
Существует таблица температур пайки полипропиленовых труб.
|
Трубный диаметр, мм |
Время сваривания, с | Время нагревания, с | Время для охлаждения, с |
Температурный диапазон, С |
| 4 | 6 | 120 | 259-280 | |
| 25 | 4 | 7 | 180 |
259-280 |
| 4 | 8 | 240 | 259-280 | |
| 40 | 5 | 12 | 240 |
259-280 |
| 5 | 18 | 300 | 259-280 | |
| 63 | 6 | 24 | 360 |
от 259 до 280 |
| 6 | 30 | 390 |
от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.
При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
Источник: https://svarkaipayka.ru/tehnologia/svarka-trub/temperatura-payki-polipropilenovyih-trub.html
Технологический процесс сварки ПП
Сварка труб из полипропилена основана на способности данного типа пластика размягчаться при нагреве до определенной температуры, приобретая состояние, сходное с мягким пластилином. При плотном контакте двух расплавленных деталей происходит процесс взаимного проникновения (диффузии) материалов, в результате чего получается прочное соединение, по стойкости не уступающее целостной конструкции.
Существует два основных способа соединения полипропиленовых труб: стыковое и муфтовое. При первом варианте разогревают торцы деталей одновременно специальным дисковым паяльником, после чего соединяют их вместе, данная технология широко применяется при стыковке труб большого диаметра в промышленном строительстве.
При использовании в строительной отрасли для прокладки водопроводных и отопительных сетей полипропиленовых труб небольших диаметров (до 63 мм) стыковой метод абсолютно непригоден по следующим причинам:
- может быть реализована сварка полипропиленовых труб только одного диаметра;
- после стыковки внутри трубопровода образуется выпуклый шов, снижающий сечение проходного канала – это существенно повышает гидравлическое сопротивление трубопровода малого диаметра и снижает эффективность его использования, увеличивает вероятность засоров.
- соединение обладает меньшей прочностью, чем муфтовое.
Технология пайки с использованием муфт заключается в применении для стыковки труб переходной детали (отрезка обычной однослойной ПП трубы) с внутренним диаметром, соответствующим наружному соединяемых трубных отрезков. Для проведения работ специальным паяльником одновременно разогревают наружную поверхность трубы и внутреннюю переходной муфты, после чего детали быстро соединяют вручную. Аналогичную процедуру с нагреванием муфты и внешней трубной оболочки проводят со вторым стыкуемым отрезком. Понятно, что после вставки в муфту торцы обоих трубных отрезков почти соединяются встык без выпуклого шва, а если использовать переходник с разными диаметрами, то можно состыковывать трубопроводы любых размеров.

Рис. 5 Пайка пластиковых труб – технологический процесс
Источник: https://montagtrub.ru/tablicza-pajki-polipropilenovyh-trub-temperatura/
Выбор сварочного аппарата
По другому процесс соединения называется просто – паять трубы. Он выполняется при помощи специального аппарата, который называют – устройство для сварки полипропиленовых труб, так же его называют сварочник или утюгом для сварки.

Покупать его если вам нужно произвести соединение один раз не рекомендуют. Так как это экономично не выгодно, проще его арендовать. Большинство магазинов предоставляют такую услугу.
Все же если принято решение приобрести устройство для сварки полипропиленовых труб, то исходя из отзывов, можно рекомендовать чешские или турецкие аппараты. Китайские модели по качеству уступают двум первым вариантам. Стоимость такого агрегата пропорциональна его качеству. На качественные аппараты цена выше.
Источник: https://trubanet.ru/soedinenie-trub/temperatura-pajjki-polipropilenovykh-trub-tablica-vremeni.html
Что такое сварка полипропиленовых труб
Полипропилен отличается повышенной жесткостью, и, для создания систем требуемой конфигурации, используются фитинги из того же материала. Это различные уголки, тройники, обходы, переходники, муфты и т.п. С трубами они соединяются при помощи пайки. Этот процесс называют еще сваркой, но суть его не меняется: два элемента разогреваются до температуры плавления и, в горячем состоянии, соединяются друг с другом. При правильном выполнении, соединение получается монолитным и служит ничуть не меньше, чем сами трубы.

Фитинги для полипропиленовых труб позволяют создать систему любой конфигурации
Для соединения полипропилена с металлами есть комбинированные фитинги, в которых одна часть сделана из металла и соединяется при помощи резьбового соединения, а вторая — полипропиленовая — сваривается.
Чем паять
Сварка полипропиленовых труб происходит при помощи специального устройства, которое называют паяльником или сварочным аппаратом. Это небольшая металлическая платформа, внутри которой находится электрическая спираль, разогревающая поверхность. Из-за такой конструкции этот агрегат еще называют утюгом.

Две конструкции устройства для сварки ПП труб
Для соединения двух элементов, сращиваемые поверхности нагревают до температуры плавления (+260°). Чтобы разогреть элемент на нужную глубину, на сварочную платформу устанавливаются две разные металлические насадки с тефлоновым покрытием:
- для нагрева внутренней поверхности используется дорн (меньшего диаметра);
- для разогрева наружной поверхности ставят гильзу.

Насадки для пайки полипропиленовых труб
Два соединяемых элемента одновременно надеваются на соответствующие насадки, выдерживаются определенный промежуток времени (несколько секунд), затем соединяются. Так происходит сварка полипропиленовых труб.
Источник: https://mr-build.ru/newteplo/temperatura-svarki-polipropilenovyh-trub-tablica.html
Как сваривать полипропиленовые трубы вручную
Сварочные гильзы устройства подбираются с учетом диаметра деталей. Затем их вставляют в сварочное зеркало и хорошо закрепляют.
Контактные поверхности очищаются от пыли и грязи. Для чистки лучше пользоваться очищающей жидкостью, которую рекомендует изготовитель данного изделия. В такой работе может помочь:
- Хлорэтилен.
- Трихлорэтан.
- Этиловый или Изопропиловый спирт.
Устанавливается определенная температура устройства. Обычно терморезистор должен нагреваться в пределах 250 – 270 градусов. Такое оптимальное значение температуры позволяет достичь правильного соединения.
Когда на термостате наберется нужный тепловой уровень, проверяется температура нагрева сварочного зеркала. Для этого используют специальный термозонд.
Отрезается труба, выдерживая 90 градусов, относительно оси. При необходимости нужно зачистить поверхность и снять фаску. Параметры зачистки, размер глубины фаски берутся из таблицы номер один. Фаску можно снять при зачистке детали или после нее, особым калиброванным инструментом.
Фитинги из полипропилена для раструбной сварки. Глубина зачистки и ширина фаски.

На поверхности трубы отмечается глубина вставки «L1» Берется из таблицы 2. Зачистка должна обязательно соответствовать величине глубины вставки.
Глубина вставки L1(мм): максимальная глубина вставки нагретой трубы в стакан фитинга.

На наружную поверхность трубы и свариваемого фитинга наносится продольная метка. Она дает возможность избежать смещения деталей во время соединения.
Поверхность трубы, а также прикладываемого фитинга, должны быть хорошо очищены от масла или грязи. После достижения нужного нагрева сварочного зеркала, труба, совместно с фитингом устанавливается в специальные гильзы. Фитинги должны быть вставлены до упора, свариваемая труба на полную глубину зачистки. Необходимо немного подождать пока детали нагреются.
Затем они быстро извлекаются и вставляются друг в друга. Глубина вставки фитинга должна равняться длине L1, в соответствии с продольными насечками.
Соединенные детали нужно подержать в зафиксированном положении, определенное время, согласно таблице №3. Затем нужно дать время остыть естественным путем. Нельзя охлаждать их с помощью вентилятора или опускать в холодную воду.
Время нагрева, сварки и охлаждения
Когда поверхность элементов достаточно охладилась необходимо провести их гидравлическое испытание.
Диапазоны температур при контактной сварке.

Изменении давления и температуры в процессе стыковой сварки приводятся на рисунке ниже:

Источник: https://VseProTruby.ru/pajka/tablitsa-pp-trub.html
Технология пайки полипропиленовых труб
Паять полипропиленовые трубы довольно просто:
Сам процесс происходит следующим образом: две детали надеваются на кончик утюга и выдерживаются определенное время до размягчения пластика. Если пайка полипропиленовых труб своими руками проходит при недостаточном нагреве, соединение получится некачественным, в результате чего повысится риск утечки носителя и снижения давления в системе.
Что примечательно, излишний нагрев мест стыковки влечет за собой изменение структуры материалов после застывания и изменение геометрических параметров внутреннего сечения трубок. По этой причине важно обеспечить штатную температуру разогрева утюга, паяльника или другого оборудования на весь период выполнения монтажных работ.
Во время проведения работ с полипропиленовыми изделиями могут возникнуть следующие проблемы:
- Если во время проведения сварочных работ труба слишком легко поддаётся плавке, то этому есть следующее возможное объяснение. Труба изготовлена из вторичных материалов, предел текучести расплава (ПТР) которой бывает от 1 и больше. В то же время как полипропилен РР в среднем имеет ПТР равный 3.
- В том случае, если полипропилен при резке начинает колоться, существует несколько объяснений. Во первых, материал мог быть чрезмерно обожжён на производстве. Во вторых, изделие не было отканденсировано в течение 2 суток в том помещении, где будет устанавливаться. И в третьих, труба была изготовлена из вторичного сырья, либо с превышением содержания мела или талька.
Источник: https://ribler.ru/vodosnab/pajka-polipropilenovyh-trub-vremja-i-temperatura-utjuga/
Таблица пайки полипропиленовых труб и температура их нагрева
Одна из основных задач монтажника при проведении стыковочных работ – точно выдержать время сварки полипропиленовых труб. Отклонение от временных интервалов в ту или иную сторону, как правило, приведет к двум основным неприятностям:
- оболочки свариваемых труб недостаточно прогреются, в результате не произойдет диффузионное соединение и в процессе эксплуатации трубы расстыкуются – возникнет утечка воды и затопление помещения.
- Трубные оболочки перегреются и в месте стыка торцов образуется наплыв – это сузит проходной канал, увеличит гидравлическое сопротивление линии, приведет к финансовым потерям в индивидуальном водоснабжении или отоплении из-за плохой проводимости магистрали.
Любому монтажнику при проведении работ полезна таблица температур для пайки полипропиленовых труб, указывающая время нагрева оболочек паяльным прибором. Необходимость таблицы связана с тем, что трубы больших диаметров имеют более высокие площадь нагреваемой поверхности, массу и объем, соответственно для их прогрева в сравнении с небольшими изделиями при одинаковой температуре требуется больше времени.
При составлении таблицы основным критерием служила определенная экспериментальным путем оптимальная температура сварки полипропиленовых труб, равная 260 °С.
 Рис. 8 Таблица пайки полипропиленовых труб
Рис. 8 Таблица пайки полипропиленовых труб
Также в инструкции на любой сварочный аппарат присутствует таблица, в которой отражено время пайки полипропиленовых труб в состыкованном положении. Аналогично времени нагревания трубных оболочек, время удержания соединенных деталей вместе также возрастает с увеличением их диаметров.
При проведении работ по пайке полезно знать, при какой температуре паять пластиковые трубы, ведь состояние окружающей среды существенно влияет на скорость остывания соединяемых деталей, и если воздух слишком холоден, табличные данные будут указывать некорректные значения. При проведении монтажных работ допустимой нижней температурной границей является показатель -10 °С, а оптимальной считается температура окружающей среды в помещении или на улице от 0 до +25 °С.
Последний показатель, который полезно знать монтажнику во время пайки пластиковых труб – глубина нагрева полипропиленовых деталей. В принципе она задана гильзой и дорном, имеющими соответствующую длину, поэтому при полном погружении стыкуемых трубных отрезков в насадки правильные размерные параметры будут соблюдены автоматически.
Источник: https://montagtrub.ru/tablicza-pajki-polipropilenovyh-trub-temperatura/
Параметры сварки изделий из полиэтилена и полипропилена
Индекс текучести расплава материалов (MFR)
Сварка полиэтилена высокой плотности (PE-HD, ПЭНД)
Изделия из полиэтилена высокой плотности группы плавления с индексом 005 (MFR 190/5:0,4-0,7 г/10 мин.), группы 010 (MFR 190/5:0,7-1,3 г/10 мин.) или группы 003 (MFR 190/5:0,3г/10 мин.) и 005 (MFR 190/5:0,4-0,7 г/10 мин.) пригодны для сварки друг с другом. Это подтверждается нормами DVS 2207 часть 1 (DVS — Немецкий союз сварщиков) и подтверждается в документах DVGW (Немецкий союз по газу и воде).
Сварка полипропиленов: полипропилен-гомополимер (РР тип 1, РР-Н) и полипропилен-блоксополимер (PP тип 2, РР-С, PP-R)
Свариваемость полипропиленов указана в пределах группы индекса плавления 006 (MFR 190/5:0,4-0,8 г/10мин.). Это подтверждается нормами DVS 2207 часть 11.
Температура процесса сварки полипропилена и полиэтилена
Сварка горячим газом
| Воздух, л/мин. | Температура в сопле форсунки ˚ С | Скорость газа см/мин | ||||
| Диаметр форсунки, мм | Диаметр скоростной форсунки | |||||
| 3 | 4 | 3 | 4 | |||
| Сварка полиэтилена | 60-7060-7060-70 | 300-340300-340270-300# | 10-1510-15- | ок.10ок.10- | 50-6050-6025-30 | 40-5040-5020-25 |
| Сварка полипропилена | 60-7060-7060-70 | 280-320280-320280-320 | ок.10ок.10ок.10 | 50-6050-6050-60 | 40-5040-5040-50 |
Сварка ручным экструдером
| Температура экструдата, замеренная на выходе из форсунки, º C | Температура воздуха, замеренная в форсунке подачи теплого воздуха, ºC | Количество воздуха, литров/мин. | |
| PE твердыйPP | 200-230200-240 | 210-240210-250 | 350-400350-400 |
Влияние влажности
Свариваемые изделия (листы, плиты) и сварочный пруток из полиэтилена и полипропилена могут при определенных условиях поглощать влагу. В результате исследований, произведенных рядом производителей, было выявлено, что из полиэтилена и полипропилена сварочные прутки из полиэтилена и полипропилена абсорбируют влагу в зависимости от материала и окружающей среды. При экструзионной сварке наличие влаги может проявиться в форме раковин в шве или грубой поверхности шва. Этот феномен усиливается с увеличением толщины шва.
С целью предотвращения подобных нежелательных последствий были разработаны следующие рекомендации:
- Установка влаго- и масло-сеператоров в системе подачи воздуха,
- Недопущение существенной разницы температур свариваемых деталей (конденсатная влага),
- Хранение сварочного прутка, по возможности, в сухом месте,
- Сушка сварочного прутка при температуре 80°C в течение не менее 12 час,
- Сварка широких швов (>18мм) за несколько проходов.
В зависимости от типа нагревания полипропилена и полиэтилена различают следующие виды сварки:
- Сварка термопластов горячим воздухом (феном)
- Сварка термопластов экструдером
- Сварка термопластов с помощью нагревательного элемента
- Сварка термопластов высокой частотой
- Сварка термопластов лазером
Источник: https://mr-build.ru/newteplo/temperatura-svarki-polipropilenovyh-trub-tablica.html
Инструменты для пайки полипропиленовых труб
 Инструменты для пайки труб
Инструменты для пайки труб
Учитывая всю важность соблюдения нормативных условий при прокладке пластикового водопровода, использование сподручных средств для пайки не допустимо. Специализированное оборудование обеспечивает достаточную скорость стыковки, сваривания на нормированном уровне качества.
Первая группа оборудования для пайки полипропиленовых труб по инструкции представлена агрегатами на ручном управлении. Такие устройства оснащаются специальным диском, активная поверхность которого имеет тефлоновое покрытие. Благодаря этому обрабатываемый материал не пригорает и не растекается во время разогрева. Обычно такие аппараты применяются для работы с диаметрами изделий 20 и 25 мм. В зависимости от площади сечения подбирается соответствующая насадка, которая будет разогреваться до нужной температуры. Достижение штатных параметров прибора сигнализируется зеленым индикатором.
При планировании большого объема работ и в промышленных масштабах используют более эффективное оборудование. Автоматические аппараты имеют специальные приспособления, за счет которых задается необходимый диаметр обхвата. Нужное значение температуры достигается быстрее, чем на ручных аппаратах для пайки полипропиленовых труб. За счет этого прокладка трубопроводов при помощи такого оборудования происходит в разы быстрее.
В промышленных условиях для соединения труб большого диаметра применяются специальные стыковочные сварочные аппараты. Модификация оборудования обеспечивает быструю подготовку (форматирование) труб к установке и такой же быстрый монтаж при любых объемах задач.
 Ножницы для резки труб
Ножницы для резки труб
В арсенале монтажника необходим иметь и такие приспособления, как резаки для труб. Полипропиленовые трубы известны не только своей практичностью, но и высокой скоростью прокладывания на месте эксплуатации. Специальные ножницы для резки труб обеспечивают быструю подготовку торцевой части к стыковке с фитингами.
Источник: https://ribler.ru/vodosnab/pajka-polipropilenovyh-trub-vremja-i-temperatura-utjuga/
Таблица пайки полипропиленовых труб в зависимости от диаметра трубок
| D изделий, мм | Диапазон рабочих t | Период пайки, с | Необходимое время разогрева от начального 6с | Период охлаждения, мин |
| 20 | 259-280 | 4 | 0 | 2 |
| 25 | +1 | 3 | ||
| 32 | +2 | 4 | ||
| 40 | 5 | +6 | 4 | |
| 50 | +12 | 5 | ||
| 63 | 6 | +18 | 6 | |
| 75 | +24 | 6,5 |
Источник: https://ribler.ru/vodosnab/pajka-polipropilenovyh-trub-vremja-i-temperatura-utjuga/
Сколько времени нагревать?
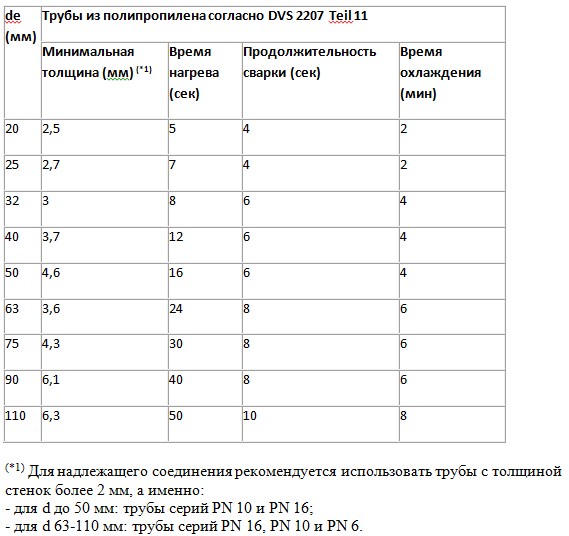
Время нагрева стыков зависит от марки пластика, диаметра трубы, толщины ее стенок.
 Время прогрева стыков в зависимости от толщины стенок трубы.
Время прогрева стыков в зависимости от толщины стенок трубы.
Ограничение максимального времени прогрева позволяет избежать перегрева деталей, приводящего к возникновению внутреннего валика, снижающего эффективное сечение соединения.
Источник: https://svarka.guru/tehnika/detaley/tablica-temperatury-nagreva-pp-trub.html
Самые частые ошибки
Начинающие пайщики часто допускают при пайке ПП труб такие типовые ошибки, как:
- Попытка сварить грязные кромки. Плохая зачистка и обезжиривание не позволят создать прочное и долговечное соединение.
- Неправильный учет толщины стенок. Он приводит к недостаточно глубокому прогреву и созданию стыка пониженной прочности.
- Несоблюдение временных параметров прогрева, спайки и охлаждения. Вреден как недогрев, так и перегрев. Несоблюдение времени прижатия не дает образоваться прочному и долговечному сварочному слою. Чрезмерно быстрое охлаждение стыка вызывает тепловые деформации.
- Вставляя отрезок трубы в отверстие фитинга, следует делать это не полностью, а оставляя зазор в один-два миллиметра. Он будет заполнен шовным материалом, в противном случае избыток его образует внутренний валик.
- Превышение усилия прижима также ведет к выдавливанию излишков грата внутрь трубы и снижению эффективного сечения.
- Неправильно подготовленное соединение. На то, чтобы соединить кромки, есть несколько секунд. Если они состыковались неправильно, нарушая общую геометрию трубопровода и ориентацию фитингов и арматуры, исправить ошибку не получится.
- Качество труб. Не следует экономить на материале или брать разные марки. Они могут иметь разный химический состав и разные температуры нагрева. Кажущаяся экономия обернется снижением срока службы системы и значительно большими дополнительными расходами.
Источник: https://svarka.guru/tehnika/detaley/tablica-temperatury-nagreva-pp-trub.html
Время пайки при монтаже полипропиленовых труб
При выполнении технологического соединения трубопровода нужно учитывать время пайки полипропиленовых труб согласно рекомендациям производителя и некоторые особенности:
- При разогреве места соединения нужно выдерживать оптимальное расстояние между утюгом и полимерным слоем. При излишнем удалении активной части будут наблюдаться потери тепла с последующим снижением качества монтажного шва;
- Воздействие утюга следует прикладывать одновременно к обеим стыкуемым частям трубопровода. В противном случае будет обеспечен неравномерный прогрев смежных элементов и последующая деформация места соединения.
Источник: https://ribler.ru/vodosnab/pajka-polipropilenovyh-trub-vremja-i-temperatura-utjuga/
Как подбирается температура пайки на практике
Проведение пайки полипропиленовых труб методом горячей стыковки происходит в условиях высоких температур. Нормативный диапазон нагрева устанавливается на уровне от 255 до 265 градусов. При настройке сварочного оборудования необходимо учитывать дополнительные параметры работы, в числе которых температура окружающей среды. Последний фактор учитывается в работе путем увеличения продолжительности воздействия на места стыковки на 2 или 3 секунды. Это позволяет снизить негативный эффект воздействия окружающей среды при остывании сварочного шва.
Источник: https://ribler.ru/vodosnab/pajka-polipropilenovyh-trub-vremja-i-temperatura-utjuga/
Заключение
Качественная подготовка и пайка пластиковых труб, инструкция, время нагрева и температуры нагрева — это необходимые компоненты надежного и долговечного монтажа водопроводных систем из полипропилена. Строгое следование данным из таблицы при подготовке и проведении работ позволит надежно паять трубы даже начинающим домашним мастерам.
Источник: https://svarka.guru/tehnika/detaley/tablica-temperatury-nagreva-pp-trub.html
Как подбираются насадки для пайки полипропиленовых труб
 Насадки для паяльника
Насадки для паяльника
При выборе размера и формы активной части сварочных аппаратов обращают внимание на эксплуатационные характеристики насадок. Они должны быть прочными, обладать высокой теплопроводностью, сохранять форму при сильном нагреве. Насадки позволяют достаточно быстро работать с пластиковыми трубами, не меняя самого аппарата и не отвлекаясь на посторонние манипуляции при монтаже сложных многопрофильных водопроводов.
Насадка представляет собой металлическое изделие. Диаметр фурнитуры задается форматом трубы, для пайки которой она предназначена. Технология сваривания полипропиленовых труб подразумевает диффузионное соединение внутренней поверхности и внешнего покрытия, задающего механические свойства труб ППР.
Источник: https://ribler.ru/vodosnab/pajka-polipropilenovyh-trub-vremja-i-temperatura-utjuga/
Пайка отопления полипропиленовыми трубами: основные правила
 Соединение труб
Соединение труб
Формат и качество современных материалов и оборудования позволяет осуществлять монтаж надежного водопровода своими руками. Подготовка к работам и сам технологический процесс должны соблюдаться также, как это делают профессионалы. Не забудьте правильно подключить холодный и горячий стояки. Технология включает следование следующим правилам монтажа:
- Вне зависимости от типа используемого аппарата оборудование следует держать в рабочем режиме на весь период пайки. Необходимо учитывать, что между каждым соединением в бытовых условиях необходимо будет делать новые замеры, уточнять схему разводку и размеры отдельных элементов. Обычно на это уходит не более 5 минут;
- Бытовой водопровод монтируется на место эксплуатации готовыми участками. Сам процесс пайки происходит в удобном месте, в нестесненных условиях. Насадки, подобранные под диаметр труб, следует одевать заранее, чтобы избежать получения ожогов. В аппарат следует вставлять и нагревать оба конца стыкуемых элементов одновременно;
- Перед тем как будет осуществлен разогрев внутренней и внешней поверхностей полипропиленовых труб, следует определить глубину шва. Чтобы нанести риску моно воспользоваться свободной насадкой. Методика разметки применяется не только при соединении в попутном направлении, Полипропиленовые трубы обладают достаточной гибкостью, что обеспечивает создание достаточно адаптивных схем разводки. Поэтому риски наносятся обязательно при формировании стыков под углом.
- Сваривание полипропиленовых труб происходит однократно. Если качество соединения неудовлетворительное, переделать шов будет невозможно. В этом случае часто обрезают неудачный участок стыковки, что создает перерасход материала. Поэтому крайне важно не торопиться, что не переделывать работу и не бегать в магазин за недешевыми трубами.
Самое главное и простое правило стыковки полипропиленовых элементов – надежное удержание трубок и фитингов до момента затвердевания после разогрева. Ввиду малых сроков остывания многие предпочитают пользоваться руками, что опять же повышает риски получения некачественного шва. Самый надежный способ удержания стыкуемых ППР частей заключается в использовании струбцины. В сочетании с соблюдением остальных правил такой подход обеспечит лучшее качество шва и герметичность всего водопровода в целом.
Источник: https://ribler.ru/vodosnab/pajka-polipropilenovyh-trub-vremja-i-temperatura-utjuga/
Вывод
При наличии качественных материалов и специального оборудования процесс прокладки водопровода представляется не таким сложным. При точном соблюдении технологии монтажа допускается монтаж коммуникация своими руками. Для получения практических навыков можно пригласить мастера или посмотреть видео в интернете.
Источник: https://ribler.ru/vodosnab/pajka-polipropilenovyh-trub-vremja-i-temperatura-utjuga/
Количество использованных доноров: 8
Информация по каждому донору:
- https://mr-build.ru/newteplo/temperatura-svarki-polipropilenovyh-trub-tablica.html: использовано 2 блоков из 6, кол-во символов 4492 (11%)
- https://montagtrub.ru/tablicza-pajki-polipropilenovyh-trub-temperatura/: использовано 2 блоков из 7, кол-во символов 4533 (11%)
- https://ribler.ru/vodosnab/pajka-polipropilenovyh-trub-vremja-i-temperatura-utjuga/: использовано 11 блоков из 14, кол-во символов 12956 (33%)
- https://sovet-ingenera.com/santeh/svarka/temperatura-pajki-polipropilenovyx-trub.html: использовано 1 блоков из 5, кол-во символов 3643 (9%)
- https://svarka.guru/tehnika/detaley/tablica-temperatury-nagreva-pp-trub.html: использовано 4 блоков из 8, кол-во символов 3187 (8%)
- https://VseProTruby.ru/pajka/tablitsa-pp-trub.html: использовано 1 блоков из 4, кол-во символов 2514 (6%)
- https://trubanet.ru/soedinenie-trub/temperatura-pajjki-polipropilenovykh-trub-tablica-vremeni.html: использовано 2 блоков из 5, кол-во символов 2716 (7%)
- https://svarkaipayka.ru/tehnologia/svarka-trub/temperatura-payki-polipropilenovyih-trub.html: использовано 2 блоков из 3, кол-во символов 5489 (14%)