Желаете покорить алюминий — этот капризный, легкий материал с высокой электропроводностью? Друзья, это возможно!
Рассмотрим, как происходит сварка алюминия аргоном для начинающих, каждый новичок освоит пошаговую с фото и видео инструкцию.
Источник: https://plavitmetall.ru/svarka/alyuminiya-argonom-dlya-nachinayushhih.html
Содержание
- 1 Введение
- 2 Свойства алюминия
- 3 Необходимое оборудование
- 4 Самые информативные статьи
- 5 Способы алюминиевой сварки
- 6 Настройка аргонового аппарата
- 7 Плюсы и характеристики сварки с помощью аргона
- 8 Сварка алюминия аргоном для начинающих
- 9 Подготовка деталей к сварке
- 10 Плюсы и минусы аргоновой сварки
- 11 Особенности сварки черного металла аргоном
- 12 Процесс сварки алюминия аргоном: пошаговая инструкция
- 13 Сваривание нержавеющей стали с помощью аргона
- 14 Итог
Введение

Применение аргона настолько широко, что его используют не только на заводах и производствах, но даже в домашних условиях мастера научились его применять, хоть часто работа с газом бывает небезопасна и нет ничего хорошего, что оно стоит в гаражах у обычных людей, но это не тот вариант аргон полностью безопасен он не взрывается. Этот газ продается только в баллонах из стали.
Они бывают разных размеров, производитель предлагает объёмы от пятнадцати до сорока литров, так что если вам предстоит заварить метр участка раз в год, то вы просто можете пробрести маленький баллон вам его хватит на очень долго.
Ещё один плюс аргона по технике безопасности, он не взрывоопасен и также не выделяет токсинов при работе с ним, а это важно, потому что если речь идет о домашнем использовании, то возле баллона могут быть не квалифицированные люди или даже дети.
Самые часты сферы применения-это в дуговой, лазерной и плазменной сварке. Если это сварка с помощью дуги, то в комплекте к газу должен идти электрод, он может быть с плавящийся и не плавящимся покрытием.
Источник: https://prosvarku.info/tehnika-svarki/argonnaya-svarka-dlya-nachinayushchih
Свойства алюминия
 Любой начинающий сварщик должен знать не только об особенностях процесса аргоновой сварки алюминия, но и понимать, какими свойствами обладает данный материал.
Любой начинающий сварщик должен знать не только об особенностях процесса аргоновой сварки алюминия, но и понимать, какими свойствами обладает данный материал.
Многие называют алюминий «крылатым» металлом из-за его малого удельного веса и прочности. При этом он имеет высокую химическую активность.
В числе особенностей металла:
- Имеет способность на открытом пространстве быстро вступать в кислородную реакцию и покрываться оксидной пленкой.
- Пленка имеет температуру плавления больше 2000 градусов, алюминий же — от 650 градусов соответственно.
- Во время сварки постоянным током окись способна погрузиться в металл сварного шва и нарушить его структуру.
- Алюминий при нагревании не меняет цвет, как и нержавейка или другие сорта стали.
- Алюминий обладает большим коэффициентом объемной усадки. Если такое свойство учтено не будет, то изнутри шва появится напряжение и произойдет деформация. Чтобы такого не произошло, следует повысить количество применяемой сварочной проволоки или же сделать модификацию шва.
Ключевые свойства металла таковы:
- низкая температура плавки;
- высокая химическая активность;
- крупный коэффициент объемной усадки.
Сварка алюминия посредством аргона наиболее частая, особенно с учетом перечисленных особенностей. Данный метод способен защитить сварочную зону от влияния активных газов, которые находятся в атмосфере.
При сварке полуавтоматом присадочная проволока выполняет функцию снижения внутренних шовных напряжений, потому что она компенсирует объемную усадку. Качественное сварное соединение обеспечивается и другими методами.
Источник: https://tokar.guru/svarka/svarka-alyuminiya-argonom-dlya-nachinayuschih-poshagovaya-instrukciya.html
Необходимое оборудование
Для сварки алюминия необходим источник (аппарат) выдающий переменный ток. На постоянном токе технология не получится.
На аппарате должны быть функции:
- бесконтактного поджига;
- заварки кратера;
- регулировки баланса тока.
Этих настроек (рассмотрены ниже) хватит для проведения качественной аргоновой сварки алюминия.
Газ аргон должен быть чистым, приобретайте баллоны без атмосферного воздуха. Если редуктор на баллоне с аргоном стоит российского производства, то рекомендуется поставить расход 12-15 л/мин. А если чешской марки, то достаточно 8 литров.
Выставляем правильный расход газа
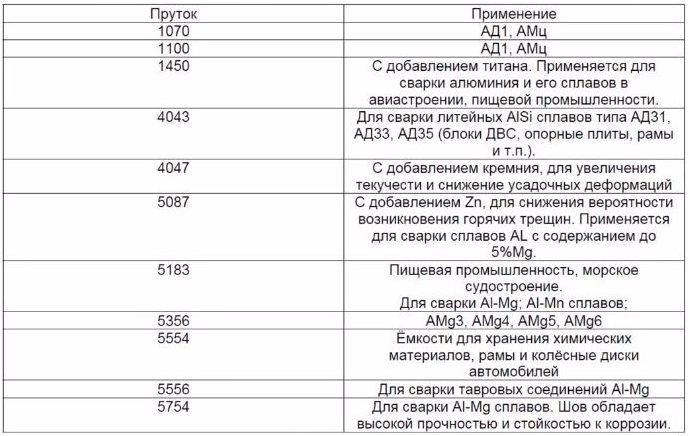
Присадочный пруток. Материал бывает нескольких видов, широко востребованны два:
- для сварки чистого алюминия (№5356);
- прутки с кремнием для соединений с примесями (№4043).
Таблица с номерами прутков и их областей применения:
Вольфрамовые электроды можно применять — универсальные (AC/DC), окрас разный или только для сварки переменным током (AC), окрашены в зеленый цвет.
Минимальный диаметр электрода для аргонно дуговой сварки алюминия — 2,4 мм. Перед работой его затачивают, делая не острым, а с небольшим притуплением. Особо не старайтесь, во время сварки он примет свою правильную форму, похожую на капельку. Капелька должна быть размером по диаметру электрода, цвет блестящий с ровной сферой.
Электрод с блестящей капелькой
Если цвет матовый, значит поступает мало газа или он некачественный. Если электрод оплавляется, значит он неправильно выбран. Необходимо поставить электрод большего диаметра.
При сварке алюминия рекомендуется использовать газовую линзу (цангодержатель). Внутрь конструкции вставлена сеточка, проходя через которую газ создает лучшую защиту для вольфрамового электрода и сварочной ванны.

Цангодержатель устанавливается в горелку
Под линзу есть специальные сопла с разным диаметром. Чем больше диаметр сопла, тем лучше защита.
Выступать электрод из сопла должен на 3-5 мм. При большем выстреле, вольфрам сильнее греется и быстрее разрушается.
Видео: про оборудование.
Источник: https://plavitmetall.ru/svarka/alyuminiya-argonom-dlya-nachinayushhih.html
Самые информативные статьи
Источник: https://prosvarku.info/tehnika-svarki/argonnaya-svarka-dlya-nachinayushchih
Способы алюминиевой сварки
 Когда вы успешно освоили уроки по металловедению для новичков, можете выбирать тот или иной метод сварки алюминия в среде инертных газов.
Когда вы успешно освоили уроки по металловедению для новичков, можете выбирать тот или иной метод сварки алюминия в среде инертных газов.
Для сварочных работ используются такие виды аппаратов: электродуговой; аргоно-дуговой; газоплазменная установка.
При использовании такой установки применяется флюс, который делают на основе хлористых и фтористых солей. Когда места сварки нагреваются, оксидная пленка разрушается флюсом на поверхности материала, а соединение осуществляется при температуре, которая максимально приближена к температуре плавления.
Само сваривание происходит посредством алюминиевого прутка, при этом материала будет расходоваться минимум. Помните, что флюс поверхность металла разъедает, когда работы по сварке завершатся, его остатки потребуется удалить, а саму деталь промыть водой.
Сварка электродуговым аппаратом осуществляется посредством постоянного тока с обратной полярностью. Применяются при этом алюминиевые электроды либо присадочная проволока с флюсовой обмазкой.
Однако самый качественный шов при сварке алюминиевых деталей обеспечивается при использовании аргонно-дугового аппарата. Дугу создает вольфрамовый электрод. Он работает в течение длительного времени, тем самым сокращая стоимость соединительных работ. Дуга зажигается между деталью и вольфрамовым электродом.
В зону горения дуги будет подаваться алюминиевая проволока. В зоне горения оксидная пленка на поверхности металла может разрушиться на фоне высокой температуры. Сварку проводят при быстром движении электрода на узком участке. В данном режиме алюминий не успеет перейти в жидкое состояние и вытечь наружу.
Чтобы обеспечить высокое качество сварного шва, проволока должна обладать аналогичной со свариваемым материалом структурой. Данный сварочный способ выполняется с помощью полуавтомата.
В разных условиях производства сварка осуществляется импульсным или постоянным током. На предприятиях есть специальные сварочные установки, работающие с переменным током.
Источник: https://tokar.guru/svarka/svarka-alyuminiya-argonom-dlya-nachinayuschih-poshagovaya-instrukciya.html
Настройка аргонового аппарата
Сначала настраивается расход газа в диапазоне 6 — 12 л/мин по манометру, который ближе к шлангу. Работая в помещении, значение устанавливается в 1,5 раза меньше чем на улице. Завышенный расход создает турбулентные завихрения, которые газ смешивают с воздухом, снижая тем самым надежность защиты зоны сварки.
В зависимости от толщины заготовок настройку аппарата для сварки аргоном по току проводят по таблице:
|
Толщина металла, мм |
Величина тока, А |
Диаметр электрода из вольфрама, мм |
|
30 — 40 |
1,6 |
|
|
1,5 |
45 — 60 |
2,3 |
|
70 -80 |
2,3 |
|
|
90 — 120 |
3,2 |
Для алюминия устанавливается полярность 50/50. Однако при работе с чистым металлом для получения тонкого шва и меньшего разогрева электрода регулятор баланса тока сдвигают в сторону отрицательных значений. Для сплавов лучше пользоваться положительным диапазоном, но не увлекаясь. Переменный ток с большой положительной полуволной губителен для электрода.
Время затухания дуги при заваривании кратера, в зависимости от толщины заготовок устанавливается 2 — 4 секунды. Продолжительность подачи аргона после завершения сварки 3 — 5 секунд.
Источник: https://svarkaprosto.ru/tehnologii/kak-varit-alyuminij-argonom
Плюсы и характеристики сварки с помощью аргона

Конечно сварка аргоном имеет свои плюсы и характеристики, не отставая от всех прочих видов и технологий сваривания металлов.
Эта статьи расскажет вам обо всем плохих и хороших сторонах сварки аргоном, также некоторые тонкости работы с таким газом, и даже про то как настроить ваш сварочный аппарат, чтобы шов получился качественным.
Очень полезна к прочтению эта информация, оно даст сориентироваться в принципах аргона и не допускать оплошностей. А это важно для новичков, или людей которые ещё не пробовали работать с таким видом сварки.
Это статья очень базисная, она очень рекомендована к чтению если вы совсем ничего не знаете про варку аргоном.
Она приоткроет вам занавес на те процессы, которые проходят при таком виде варки и почему это происходит в принципе. Это статья должна быть первая в списке прочтения, потому что без нею вас не сориентироваться в других статьях.
Она ещё описывает, разнообразную оснастку к такому виду работ, чтобы ваш результат был удовлетворительным ведь очевидно, что если человек никогда не работал с таким видом варки он и не знает какие для этого нужны расходные материалы.
Источник: https://prosvarku.info/tehnika-svarki/argonnaya-svarka-dlya-nachinayushchih
Сварка алюминия аргоном для начинающих
 Опытные сварщики рассказывают, что соединение алюминиевых деталей посредством аргона состоит из ряда разноплановых действий. Качество соединения деталей зависит непосредственно от того, насколько согласованными они будут друг с другом.
Опытные сварщики рассказывают, что соединение алюминиевых деталей посредством аргона состоит из ряда разноплановых действий. Качество соединения деталей зависит непосредственно от того, насколько согласованными они будут друг с другом.
Процедура сварки предусматривает применение ряда специальных материалов, приборов и узлов. Например, сварочный аппарат для сварки алюминия аргоном включает в себя несколько элементов, каждый из которых перед работой потребуется привести в работоспособное состояние.
Окончательная стоимость работы зависит от того, каким будет расход сопутствующих ресурсов. Постарайтесь экономно расходовать присадочную проволоку и аргон.
Материалы для работы
 Аппарат для сварочных работ состоит из следующих частей: баллона с аргоном; источника электропитания; механизма подачи присадочной проволоки. Такая проволока бывает на катушках или бобинах.
Аппарат для сварочных работ состоит из следующих частей: баллона с аргоном; источника электропитания; механизма подачи присадочной проволоки. Такая проволока бывает на катушках или бобинах.
На больших производственных предприятиях подобные аппараты подключают к централизованной магистрали, по ней идет инертный газ. Верстаки для монтажа свариваемых деталей делают на основе нержавеющей стали.
Подготовка деталей
Когда вы привели оборудование для сварки алюминия в рабочее состояние, потребуется подготовить детали для сваривания. Это делается так:
-
 С их поверхности удалите жир, грязь или машинное масло с помощью растворителя.
С их поверхности удалите жир, грязь или машинное масло с помощью растворителя. - Если толщина деталей составляет 4 мм и больше, нужно разделать кромки.
- Согласно техническим условиям и рекомендациям экспертов листовой алюминий с толщиной в 4 мм и больше нужно сваривать исключительно встык. Перед началом работы всегда нужно уточнять такие параметры, как толщина листа и ширина кромки в миллиметрах.
- Зачистите кромку на наждачном станке или с помощью напильника. Если деталь сложной формы, то место сваривания нужно зачистить мобильной шлифовальной машинкой. Так или иначе, оксидную пленку обязательно нужно убрать с поверхности.
Ключевое описание процесса сварки
 Чтобы работа была выполнена качественно, нужно, как уже говорилось ранее, применять вольфрамовые электроды. Их диаметр при этом должен составлять 1,5−5,5 мм.
Чтобы работа была выполнена качественно, нужно, как уже говорилось ранее, применять вольфрамовые электроды. Их диаметр при этом должен составлять 1,5−5,5 мм.
Во время процесса обязательно следите за ориентацией электрода относительно рабочей поверхности металла. Держите электрод под углом 80 градусов. А присадочную проволоку по отношению к электроду нужно держать под прямым углом.
Максимальная длина дуги составляет 3 мм. В данном положении расход материалов будет наиболее оптимальным. Во время работы присадочная проволока будет двигаться впереди горелки. Она и вольфрамовый электрод должны передвигаться исключительно вдоль сварочного шва. Нельзя допускать поперечных движений.
Если вы работаете с тонкими алюминиевыми листами, то для подкладки хорошо подойдет лист нержавейки. В этом положении выполняется интенсивный отвод тепла от рабочего места сквозь лист нержавейки, при этом риск прожога сократится. Также сократится и расход энергии, потому что работа будет выполняться оперативно.
Источник: https://tokar.guru/svarka/svarka-alyuminiya-argonom-dlya-nachinayuschih-poshagovaya-instrukciya.html
Подготовка деталей к сварке
Прежде чем начинать сваривать детали их очищают от грязи и жира любым растворителем. Оксидную пленку удаляют щеткой с металлическим ворсом или напильником. Использование абразивного инструмента нежелательно. Крупинки, оставшиеся в царапинах, попадут внутрь шва, что не лучшим образом скажется на его качестве. С кромок толстого алюминия (больше 4 мм) снимают фаски под углом 45 — 65⁰.
Для удаления влаги заготовки подогреваются до 150⁰C. Для снижения риска прожога тонкого металла до нуля под заготовки подкладывают стальные или медные пластины. Они улучшают отвод тепла, что позволяет ускорить процесс, за счет чего экономится энергия и газ. Сварку в среде аргона проводят сразу после подготовки, чтобы алюминий не успел окислиться.
Источник: https://svarkaprosto.ru/tehnologii/kak-varit-alyuminij-argonom
Плюсы и минусы аргоновой сварки
 Метод соединения алюминиевых деталей полуавтоматом в аргоновой среде по сравнению с другими имеет существенные преимущества.
Метод соединения алюминиевых деталей полуавтоматом в аргоновой среде по сравнению с другими имеет существенные преимущества.
Прежде всего стоит сказать о минимальной области нагрева обрабатываемой детали, что важно при сварке деталей, имеющих объемно-пространственную структуру.
Можно легко просчитать количество требуемого газа и выяснить, какая будет нужна проволока и в каком количестве. Но при этом сложно спрогнозировать внутреннюю деформацию изделия.
Соединение деталей в среде инертного газа позволит выполнить сварку без примесей, пор и прочих ненужных включений. Сварной шов обладает одинаковой глубиной проплавления по всей длине.
Недостатком данной сварки является то, что оборудование достаточно сложное. Во время работы нужно осуществить тонкую настройку всех составляющих аппарата, при этом важно, чтобы проволока в рабочую зону подавалась постепенно. С этой целью нужно настроить аппарат подачи правильным образом. Если подача будет неритмичной, то горение дуги будет прерываться. В таком случае расход аргона и электроэнергии повысится.
Соединение алюминиевых деталей аргоном — одна из распространенных методик. Однако, прежде чем приступать к работе, нужно тщательно изучить теорию и практику, а также посмотреть обучающее видео, которое можно без труда отыскать в Интернете.
Источник: https://tokar.guru/svarka/svarka-alyuminiya-argonom-dlya-nachinayuschih-poshagovaya-instrukciya.html
Особенности сварки черного металла аргоном
Черными металлами классически считается железо и сплавы из него. Такие металлы редко выступают самостоятельно, чаще их берут как сырье, производят например чугун, или используют на переработку для производств стали.
Редко, но иногда возникают ситуации, когда нужно иметь дело с чистым железом.
Это очень непростая задача, но этот газ на много её упрощает. Как и любой метод сварка аргоном имеет преимущества, недостатки. И если вам нужно получить сносный результат, то придётся строго соблюдать технологию.
Про все это рассказывает эта статьи, также в ней будет идти речь про то как выбрать сварочный режим, какие стоит соблюдать правила безопасности, а в частности пожарной. Потому что сварка дело не простое и часто возникают небезопасные ситуации.
Источник: https://prosvarku.info/tehnika-svarki/argonnaya-svarka-dlya-nachinayushchih
Процесс сварки алюминия аргоном: пошаговая инструкция
Главным для начинающих, осваивающих эту технологию, является строгое выполнение несложных правил:
- Для создания ровного шва заготовки предварительно прихватываются с обеих сторон.
- Присадочную проволоку подают после появления сварочной ванны. Важно не промедлить, чтобы не прожечь в металле дырку.
- При сваривании алюминия аргоном длину дуги выдерживают на уровне 3 мм.
- Электрод располагают под углом 80⁰, а проволоку перпендикулярно к нему. Для предотвращения разбрызгивания алюминия ее подают плавно, без рывков.
- Если сваривается тонкий алюминий, электрод ведут вдоль стыка без поперечных движений. При работе с заготовками толще 3 мм допускаются зигзагообразные колебания.
- Технология сваривания аргоном предусматривает движение проволоки перед электродом.
- Шов завершается нажатием кнопки на аппарате, которая включает таймер затухания дуги.
- Положение горелки не меняют до окончания продувки аргоном.
- У правильно сделанного шва поверхность получается ребристой без пор и трещин.
Освоив технологию аргонодуговой сварки алюминия можно неплохо зарабатывать. За 1 см такого соединения платят 45 и более рублей. Но чтобы стать востребованным специалистом придется сначала потренироваться, чтобы научиться создавать надежные швы.
Источник: https://svarkaprosto.ru/tehnologii/kak-varit-alyuminij-argonom
Сваривание нержавеющей стали с помощью аргона

Эта статья расскажет вам как сварить нержавейку с помощью, все нюансы и особенности. Те кто занимаются варкой, знают, что нержавеющая стал далеко не простой метал, при работе с которым часто возникает много проблем, нужно разрезать, переваривать, а иногда можно и не разрезать, швы сами по себе трескаются и расходиться, но как с этим бороться ?
Именно поэтому вам стоит прочитать нашу статью где мы расскажем как варить нержавеющую сталь своими руками с помощью аргона.
Важным этапом сварки является подготовка металла, именно от этого зависит качество шва, что у вас получиться в конце, металл нужно хорошо зачистить, проверить на дефекты.
Просто возьмите и переймете опыт человека который уже знает как будет хорошо а как плохо. Например, как варить аргоном металл так, чтобы он не окислился, или как варить тонкий металл, ведь это филигранная работа, что требует внимательности.
Даже В ГОСТах таких советов не пишут, хотя там можно найти очень содержательные инструкции по эксплуатации, что помогут и новичкам и бывалым сварщикам.
Источник: https://prosvarku.info/tehnika-svarki/argonnaya-svarka-dlya-nachinayushchih
Итог
Если вам нужно чтобы ваши швы были надежными и аккуратными, не приходилось переваривать по сто раз, тратить кучу денег на дорогие расходные материалы, то вам необходимо почесть эти статьи.
В них рассказывают все нюансы сварки с помощью аргона, самых разных, достаточно сложных в работе металлов. Если работать с нержавейкой или алюминием, то этих нюансов в разы больше чем при работе с другими металлам.
Нужно не слабо постараться чтобы ваши швы были крепкими, красивыми без наплывов и не проварвов. Прочитайте все приведенные нами плюсы, минусы сварки этим газом и оцените стоить ли вам её использовать, но чаще всего такой метал себя оправдывает.
Если вы бывалый мастер то напишите что вы думаете по этому поводу, приходилось ли вам работать с аргоном, облегчило ли вам это работу, или возможно даже наоборот.
Расскажите про расход газа, это будет очень полезно для предпринимателей что сваркой зарабатывают деньги. Ваш опыт будет полезен нам для следующих статей и новичкам, что только учатся. Желаем вам удачи и новых успешных работ!
Источник: https://prosvarku.info/tehnika-svarki/argonnaya-svarka-dlya-nachinayushchih
Количество использованных доноров: 4
Информация по каждому донору:
- https://prosvarku.info/tehnika-svarki/argonnaya-svarka-dlya-nachinayushchih: использовано 7 блоков из 8, кол-во символов 6208 (29%)
- https://plavitmetall.ru/svarka/alyuminiya-argonom-dlya-nachinayushhih.html: использовано 3 блоков из 4, кол-во символов 4293 (20%)
- https://svarkaprosto.ru/tehnologii/kak-varit-alyuminij-argonom: использовано 3 блоков из 6, кол-во символов 3168 (15%)
- https://tokar.guru/svarka/svarka-alyuminiya-argonom-dlya-nachinayuschih-poshagovaya-instrukciya.html: использовано 4 блоков из 5, кол-во символов 7878 (37%)