Речь в статье пойдет о покрытых электродах, используемых для ручной электродуговой сварки. Параметры выбора электродов достаточно многочисленны, назовем основные:
- выбор металлов, сплавов (стали, сплавы, разновидности чугуна и т. д.).
- типы обслуживаемой конструкции или оборудования;
- тип работ, который зависит от конструкции (массивные, толстостенные, тонкостенные, тавровые и т. д.);
- род используемого для сварки тока;
- наличие опыта у сварщика;
- собственно, качество самого электрода.
Основываясь на этих параметрах, рассмотрим вопрос о том, как сделать оптимальный выбор.

Источник: https://magelectrod.ru/delivery/kak-pravilno-vibrat-elektrodi-dlya-svarki/
Содержание
- 1 Электроды для меди
- 2 Инверторный сварочный аппарат
- 3 Подготовительный этап
- 4 Преимущества популярных марок электродов
- 5 Классификация сварочных электродов
- 6 Специфика материала
- 7 Выбор электродов для труб
- 8 Сварка в режиме ММА (ручная дуговая)
- 9 Различия электродов по маркам и диаметру
- 10 Устройство электрода для сварки и наплавки
- 11 Нюансы эксплуатации
- 12 Итог
- 13 Кратко о сварке меди
- 14 Видео
- 15 Покупка электродов: как определить качество
- 16 Альтернативные способы
- 17 Чем руководствоваться при выборе электродов
Электроды для меди
Но не напороться на ряд таких трудностей тоже возможно, для этого вам пригодиться электрод из меди, они широко используются, подходят для сварки таких металлов.
То есть вы можете использовать их не только для металла медного, но и для других как например, латук или бронза. Сварка электродами из меди делает процесс сварки комфортным и более качественным.
Наша статья о тех видах и марках сварок, что сейчас существуют на рынке, так же о том как можно из качественно применить в дуговой сварке.
План статьи
- Названия электродов
- ZELLER 390
- ESAB OK 94.55
- ESAB OK 94.35
- ESAB OK 94.25
- OЗМ -2
- ОЗБ -3
- Комсомолец-100
- Нюансы эксплуатации
- Итог
Источник: https://prosvarku.info/elektrody/ehlektrody-dlya-svarki-medi
Это интересно: Электроды для сварки марки МР-3 — все, что вы хотели знать
Инверторный сварочный аппарат
Известны аппараты для дуговой сварки, в которых используют обмотки для понижения напряжения. Питание 220 В подается на обмотку питания. Напряжение снимается со вторичной обмотки.
► КПД обычных аппаратов невысокое. Примерно 10…12 % идет на работу, остальная энергия – это потери.
У инверторов использован принцип импульсного питания. В зависимости от продолжительности импульсов меняется медианальная величина электрического тока, подаваемого в зону сварки.
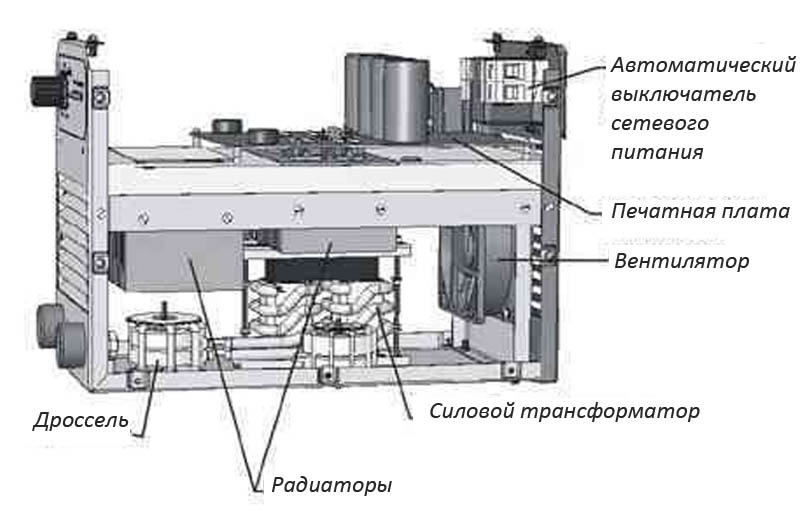
Масса аппаратов в 10…12 раз ниже, чем у обычных сварочных трансформаторов. Большинство инверторов выдают постоянный ток, что способствует получению стабильной дуги при сварке металлов.
Источник: https://metmastanki.ru/elekrody-dlya-svarki-invertorom
Подготовительный этап
Подобно другим металлам, поверхность медной заготовки требует основательной очистки. Последовательность такова:
- нанести на ветошь ацетон или подобный растворитель;
- с ее помощью убрать грязь, пыль, видимые примеси свинца или серы;
- снять окисную пленку нержавеющей сеткой, щеткой из металла либо подобным абразивом до придания блеска;
- при размере заготовки до 0,5 см ее прогревают температурой 200-300 градусов, больше 0,5 см — не более 700 градусов; габаритные и толстые заготовки дольше прогреваются.
Теперь — об известных методиках работы.
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-medi.html
Преимущества популярных марок электродов
Многие современные виды электродов для сварки с использованием инвертора обладают следующими преимуществами.
- Простота выполнения сварки. Сложности при сварке такими электродами могут возникнуть, если вы некорректно подобрали их по составу материала сердечника.
- Высокое качество шва. Данный параметр является самым важным при сварочных работах, и электроды указанных марок позволяют его обеспечить. Используя такие электроды для инвертора, можно получать качественные внутренние и наружные соединения, сварные швы выпуклой и вогнутой формы.
- Легкая отделяемость шлака. Шлак, полученный при сварке с использованием таких электродов, легко отделяется, что дает возможность сразу посмотреть, какое качество шва они обеспечивают.
- Можно варить детали, подвергнутые коррозии. Конечно, изделия, покрытые слоем ржавчины, варят очень нечасто, но данные электроды позволяют получить качественный и надежный шов даже в этом случае.
- Процесс сварки безопасен для сварщика с точки зрения санитарно-гигиенических норм.
Электроды марки АНО известного производителя ESAB
Источник: http://met-all.org/metalloprokat/metizy/elektrody-dlya-svarki-invertorom.html
Классификация сварочных электродов
В первую очередь сварочные электроды разделяют на отдельные типы по их основному назначению. Так, принято выделять следующие типы:
- те, которыми варят углеродистые и низколегированные стали;
- для соединения конструкций из высокопрочных теплоустойчивых сталей;
- для работы с высоколегированными сталями (их часто называют «электродами по нержавейке»);
- те, с помощью которых выполняют сварку алюминия, а также его сплавов;
- предназначенные для сварки меди и ее сплавов;
- для соединения деталей из чугуна;
- те, с помощью которых производят наплавку и выполняют различные ремонтные работы;
- предназначенные для соединения деталей из сталей неопределенного состава и трудносвариваемых сталей.
Схема процесса сварки покрытым электродом
На сварочные электроды могут наноситься различные покрытия. В соответствии с типом покрытия, их подразделяют на 4 категории. Самыми распространенными являются электроды с покрытиями двух типов.
Изделия с основным покрытием, которые так и называются — основными. Наиболее популярными являются изделия УОНИ 13/55. Выбрать их стоит, если необходимо получить сварные швы, соответствующие высокому качеству, отличающиеся исключительной ударной вязкостью, пластичностью и механической прочностью. Кроме этого, сварные швы, полученные при работе с такими электродами, отличаются высокой устойчивостью к возникновению кристаллизационных трещин. Также они не склонны к естественному старению. Их выбор стоит делать, если вам необходимо выполнить монтаж ответственных конструкций, которые планируется эксплуатировать в суровых условиях.
Сварочный аппарат WESTER IWT120 инверторный.
Есть у них и недостаток: если их покрытие увлажнено или на краях деталей, которые соединяются, присутствует ржавчина, следы масла или окалина, то в сварном шве формируются поры. Поры в шве могут образоваться и тогда, когда сварка выполняется на длинной дуге. Минусом использования таких электродов является и то, что ими допускается работать только на постоянном токе и обратной полярности.
Второй тип — электроды с покрытием рутилового типа. Изделия с таким покрытием, наиболее популярной маркой которых является МР-3, успешно используются для соединения деталей, материалом изготовления которых является низкоуглеродистая сталь. Сварочные электроды данной марки отличаются следующими технологическими преимуществами:
- устойчивое горение дуги при работе как на постоянном, так и на переменном токе;
- минимальное разбрызгивание материала в процессе выполнения сварки инвертором;
- возможность получать качественные сварные швы любого пространственного положения;
- легкая отделяемость шлака;
- сварные швы отличаются прекрасными декоративными характеристиками;
- подходят для сваривания поверхностей, покрытых ржавчиной или загрязнениями.
Источник: http://met-all.org/metalloprokat/metizy/elektrody-dlya-svarki-invertorom.html
Специфика материала
Способность меди и сплавов на ее основе (латуни, бронзы) свариваться с различными материалами зависит от имеющихся в составе примесей. Если концентрация в ней серы, свинца, фосфора и подобных элементов минимальна, операцию выполнить проще. Отрицательно на свариваемость материала влияют следующие его особенности:
- способность окисляться, вызывающая возникновение хрупких зон в месте обработки;
- предрасположенность к росту единицы структуры материала также снижает прочность заготовки;
- высокий коэффициент линейного расширения, вызывающий усадку;
- стремление поглощать газы, снижающее прочность шва;
- высокая степень теплопроводности обязывает использовать мощный источник нагрева;
- быстротекучесть (вязкость), затрудняющая сварку в вертикальном или потолочном положении.
Если говорить о видах меди, свариваемой лучше других, к ним относятся раскисленные материалы (М-1р — М-3р). Кислорода у них имеется менее 0,01%.
Чтобы избежать проблем при сварке меди, следуют фундаментальным правилам: использовать газовую либо флюсовую защиту области сварки, а также применяют электроды с раскислителями вроде кремния, марганца или алюминия.
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-medi.html
Выбор электродов для труб
То, какими электродами лучше варить стыковые соединения труб, определяется двумя ключевыми факторами. Первый — это способ их соединения, при котором осуществляется сварка. Он может представлять собой соединение внахлест, встык, в угол или в тавр. Второй и главный — толщина стенки трубы: чем она больше, тем больше должен быть и диаметр электродного стержня. При монтаже газо- и нефтепроводов, резервуаров, рассчитанных на высокое давление, широко применяются электроды марок:
- LB-52U;
- УОНИ 13/55 →;
- ЦУ-5 →;
- ТМЛ-1У →;
- ЗИО-20.
В бытовых условиях для выполнения данных работ хорошо подходят сварочные электроды с рутиловой обмазкой — такие, как МР-3 ЛЮКС →, ОК 46.00, МР-3С, АНО-4.

Новичку
Какие же сварочные электроды для начинающих сварщиков и сварки в домашних условиях подойдут лучше всего? Как правило, речь в данном случае идет о сварке конструкционных сталей или нержавейки. Практика показывает, что наиболее удобными для новичков расходниками при работе с инверторными сварочными аппаратами являются:
Среди перечисленных специалисты чаще всего рекомендуют электроды с рутиловой обмазкой — такие, как МР-3 →. Даже при отсутствии опыта, на начальном этапе освоения сварочных работ они позволяют получить хорошее качество шва благодаря легкому поджигу, несложному контролю положения сварочной ванны и ее хорошей защите от кислорода. Расходники позволяют варить металл на постоянном (инверторы, выпрямители) или переменном (трансформаторы) токе. Подключение к инверторам осуществляется на обратной полярности (на электроде +).
Рутиловая обмазка дает возможность выполнять сварку в любом пространственном положении, кроме вертикального сверху вниз, при этом — даже по загрязненным, влажным или окисленным поверхностям. При затрудненном поджиге рекомендуется прокалить электрод в течение 30-40 минут при температуре 150-180 °C.
Источник: https://magelectrod.ru/delivery/kak-pravilno-vibrat-elektrodi-dlya-svarki/
Сварка в режиме ММА (ручная дуговая)
Используется при работе с заготовками толще 2 мм. При этом, исходя из размера заготовки, выбираются параметры электрода и режим сварки.  Например, для тонких листов (2-3 мм) достаточно диаметр электрода варьируется от 2 до 4 мм, а ток — от 100 до 160 А.
Например, для тонких листов (2-3 мм) достаточно диаметр электрода варьируется от 2 до 4 мм, а ток — от 100 до 160 А.
Иногда начальную величину тока приходится уменьшать, поскольку избыточный нагрев способен прожечь заготовку насквозь. Примерами подходящих изделий являются «Комсомолец-100» и серия «АНЦ/ОЗМ». Перед работой их необходимо прокалить.
Покрытые электроды для сварки меди не гарантируют идеального шва, поскольку результат зависит от фирмы-изготовителя, следования установленным технологиям, специфики прогревания, опыта сварщика. Гораздо предпочтительнее следующий способ.
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-medi.html
Различия электродов по маркам и диаметру
Среди опытных специалистов-сварщиков бытует мнение, что при использовании инвертора можно варить любыми электродами. Как правило, такое мнение основано лишь на личном опыте таких специалистов, занимающихся выполнением работ определенного типа (сварка конструкций из профильных труб или уголков). При выполнении работ с использованием инвертора к соединению не предъявляют серьезных требований по его герметичности, поэтому без проблем можно использовать электроды диаметром 0,5–2 мм.
Выбор диаметра и марки электрода должен основываться на том, какой толщины металл необходимо соединить с их помощью. Детали большой толщины требуют длительной проварки, соответственно, и электрод для их сварки необходимо подобрать большего диаметра. Сварочными электродами небольшого диаметра надо еще научиться работать, они очень быстро сгорают. Обычно такими изделиями выполняются прихватки.
На то, какие электроды лучше выбрать, оказывает влияние и тип работ, для которых их планируется использовать. Так, для выполнения сложных трассовых работ, необходимо подобрать электроды большого диаметра, а монтаж конструкций из профильных элементов можно выполнять изделиями диаметром до 2 мм. Именно такие электроды используются, в частности, при монтаже секционных ворот и изготовлении различных ограждающих конструкций из профильных труб и профнастила.
Источник: http://met-all.org/metalloprokat/metizy/elektrody-dlya-svarki-invertorom.html
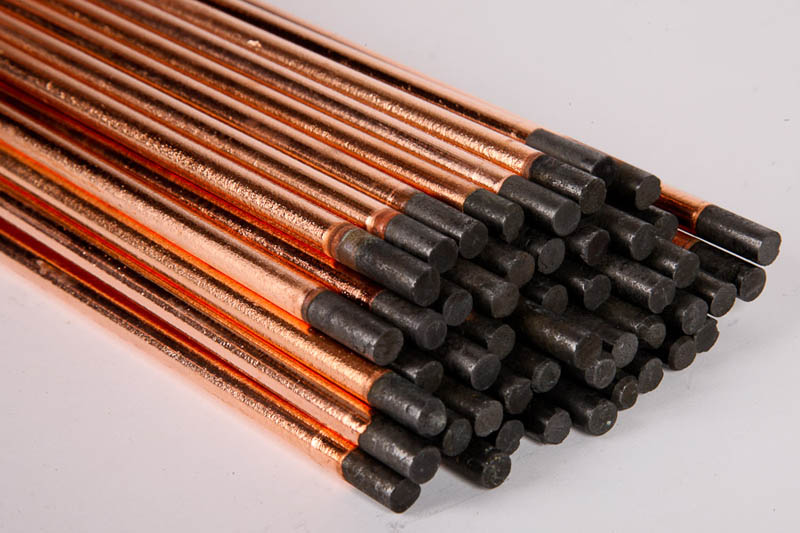
Устройство электрода для сварки и наплавки
Основой любого электрода для сварки является металлический сердечник. При подаче на него электрического тока и образовании дуги происходит разогрев и плавление сердечника. На поверхности располагается обмазка, она при высокой температуре разогрева тоже расплавляется. Образует слой, предотвращающий попадание кислорода воздуха в зону плавления.
Для формирования обмазки используются несколько видов покрытия:
- основной тип, используют для многократной проварки швов. Перед выполнением сварных работ требуется прокаливание или просушивание при температуре не менее 175…180 ⁰С;

- кислотный тип применяют для сваривания заготовок, имеющих окисные пленки и ржавчину. Обязательно удалять окалину после завершения сварных работ. Прокаливание при температуре 180…220 ⁰С;

- рутиловый тип, в составе присутствует окись титана. Для выполнения большинства работ с ручной электродуговой сваркой является самым подходящим вариантом. Требуется удаление остатков покрытия, имеет выраженную кислую реакцию. Краски на алкидной основе не могут удерживаться на поверхности шлака. При попадании во влажную среду нужно прокаливать при температуре не менее 185…200 ⁰С;

- целлюлозный тип, в составе присутствуют органические материалы (кукурузная или древесная мука, целлюлоза, смолы органического происхождения). Маркируют такие электроды Э42…Э50 с разными буквенными обозначениями. Эксплуатируются на постоянном токе. Прокаливание при температуре не более 110…120 ⁰С.
Для инверторных аппаратов рекомендуют использовать кислотные и рутиловые электроды. Основной тип применяют редко, Трудно удерживается дуга. Капризное поведение не позволяет получать качественный сварной шов.
В быту использование расходного материала с целлюлозным покрытием также ограничено, цена довольно высокая.
Толщина покрытия
На практике толщина покрытия на поверхности электродов определяется в мм:
- 0,8…1,8 – тонкое покрытие. Используются максимально широко. До 90 % выпускаемой продукции имеет именно такую толщину.
- 2,0…3,6 – средняя толщина. Такие электроды используют для сваривания ответственных деталей, рассчитанных на динамическое нагружение с резкопеременной нагрузкой.
- 4,0…6,0 – большая толщина. Электроды используют для ответственных работ – сварки трубопроводов с высоким давлением внутри. При транспортировании агрессивной среды.
Материал сердечника
Для изготовления большинства электродов используется низкоуглеродистая сталь. В ней присутствует не более 0,72…0,78 % углерода. Металл:
- Сравнительно легко расплавляется. Температура в зоне дуги находится на уровне 1750…1950 ⁰С.
- Расплав заполняет предоставляемое ему пространство. Он затекает в полости, образующиеся при нагревании.
- Нагрев близок к температуре кипения, поэтому расплавляемая обмазка понижает температуру расплава.
Ковкий чугун используют для сварки высокоуглеродистых сталей и чугунов. Однако, есть особенности при сварке серого чугуна. Нужно предварительно нагревать материалы до аустенитного состояния (730…850 ⁰С). После завершения процесса нужно обеспечить медленное охлаждение. Если произойдет быстрое охлаждение, тогда вблизи зон сварного шва формируется белый чугун. Он обладает высокой хладноломкостью.
Марганцевая сталь применяется для сварки легированных материалов. Используют основные и целлюлозные покрытия.
Нержавеющая сталь используется для сварки трубопроводов из нержавейки. Применяют и сплавы, содержащие марганец и медь.
Специальные типы электродов
Для сваривания нержавейки и высоколегированных сталей используют электроды, которые не сгорают в процессе сварки. Они только создают дугу. Здесь используются присадочные проволоки, которые расплавляются и попадают в зону нагрева.
В таких технологиях используют титан. Он выдерживает нагрев выше 2200 ⁰С. Присадочные проволоки изготавливают из нержавеющей стали 18ХН9Т. Температура плавления составляет 1340…1380 ⁰С.
При сваривании легированных изделий в качестве присадочного материала применяют проволоки ХВС, ХВГ, ХС12, ХН9Т и другие. Они имеют температуру плавления на уровне 1420…1510 ⁰С.
Для тугоплавких сталей применяют присадочные прутки из ХНГ, 12ХВ10Т, Т10ХВ. Эти сплавы плавятся при температуре 1670…1820 ⁰С.
Источник: https://metmastanki.ru/elekrody-dlya-svarki-invertorom
Нюансы эксплуатации

Вы можете подобрать идеальные электроды для работы с медью, но просто на просто, не знать с какой стороны к ним подойти. Не мало важен и сам металл, его химико-физические характеристики, не зная этого вы никогда не получите шов высокой пробы.
Также нужно помнить что такие металлы как медь, латук, бронза, их сплавы имеют свойство течь. Когда вы начинаете их расправлять они очень быстро деформируются. Ещё имеют очень высокую теплопроводность.
То есть при сварке тепло действует на них сильнее нежели на другие металлы. Помните про теплопроводность, если при работе с медью или её сплавами вы подбираете не подходящую мощность то будете готовы до прожогов в металле.
Если вы используете газовую сварку, то так же, будет осторожны поскольку медь химически активный элемент которые взаимодействует с газами.
Если медь начинает взаимодействие с водородом или же кислородом, то оно изменяет свои свойства становиться при сварке не цельной, это очень сильно снижает качество сварки. Также в редких ситуациях появляются трещины ещё по-горячему.
Желательно перед началом сварки очень нагреть электроды, в печи. Показатели времени, температуры при которой нужно прогревать зависеть он марки электрода.
Также важно подготовить к работе сам металл с которым будет проводиться работа, разделите кромки, идеально их отчистить, работа с загрязнённым материалам, в пыли или же с коррозиями полностью исключена.
Скорость нанесения должна быть не очень высокой, но и не низкой. Делайте шов аккуратным без наплывов, не проверенных мест, прожжённого металла равномерно.
Что бы вас не тронулось большинство проблем нужно подобрать правильный режим на сварочном аппарате. Уменьшите силу тока процентом на десять.
Если вы ещё совсем новичок, то лучше сразу сделать не высокую силу тока и по немного её увеличивать, одновременно наблюдал как на это реагирует металл.
Источник: https://prosvarku.info/elektrody/ehlektrody-dlya-svarki-medi
Итог
Все что мы хотели донести до вас, про электроды для сварки меди, мы донесли. Помните что важно следить на диаметром электрода перед приобретением.
Например электроды для сварки труб значительно больше нежели те, что для меди. Отечественные электроды имеют не плохое качество, вполне сносны при использовании.
Но все же наш совет покупать импортные. Желаем удачи!
Источник: https://prosvarku.info/elektrody/ehlektrody-dlya-svarki-medi
Кратко о сварке меди
Применяется несколько разновидностей сварочного процесса меди:
- ручная сварка металлическими электродами;
- ручная сварка угольными электродами;
- аргонно-дуговая сварка.
Некоторые особенности сварочного процесса электродами по меди
- Сваривание цветных металлов существенно может отличаться от сваривания стали, что обуславливается резким различием физико-химических свойств. К главным факторам, которые определяют свариваемость цветных металлов, относятся температура плавления и кипения, а также теплопроводность и сродство к содержащимся в воздухе газам (азоту, кислороду, парам воды).
- Медь обладает повышенной жидко текучестью в расплавленной форме, высокой электропроводностью и теплопроводностью. Для нее характерна также активность при взаимодействии с некоторыми газами и, особенно с водородом и кислородом, что при сварке может явиться причиной образования в металле шва микротрещин и пор. Для предотвращения образования таких дефектов в свариваемых соединениях необходимо применение только хорошо раскисленной меди.
- Сварка по меди должна выполняться тщательно прокаленными электродами, свариваемые детали должны быть хорошо подготовлены в местах наложения швов – зачищены до металлического блеска и удалены оксиды, загрязнения, жиры и пр.
Источник: https://WeldElec.com/naznachenie-elektrodov/dlya-svarki-medi/
Видео
Посмотрите небольшой ролик, где производится сваривание меди со сталью с помощью марки Zeller 390:
Источник: https://WeldElec.com/naznachenie-elektrodov/dlya-svarki-medi/
Покупка электродов: как определить качество
При покупке данной продукции следует сразу обратить внимание на несколько моментов:
- срок годности (указан на упаковке) — он не должен быть превышен;
- качество обмазки — не должно наблюдаться ее крошения с сердечника, в противном случае она либо очень долго хранилась, либо представляет собой продукцию с изначальным заводским браком;
- помимо этого, покрытие должно быть нанесено на сердечник равномерно, с одинаковой толщиной слоя.
Кроме того, следует сразу исключить риски его отсыревания, поместив электроды в специальные пеналы. Если же всё-таки последнее произошло, возможна просушка или прокалка изделий при t +400 °C.
Источник: https://magelectrod.ru/delivery/kak-pravilno-vibrat-elektrodi-dlya-svarki/
Альтернативные способы
Поскольку медь является металлом с высокой пластичностью, она отлично сваривается любым методом сварки термомеханического класса, за исключением контактной. Причина последнего факта — низкое электрическое сопротивление. Это осложняет процесс при работе с изделиями малых габаритов, однако умельцы нашли выход из сложившейся ситуации.
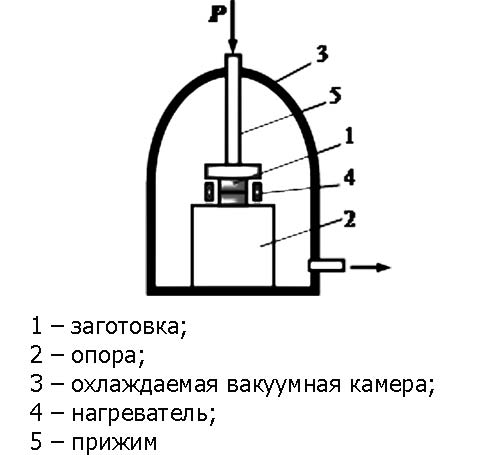
Принцип работы диффузионно вакуумной сварки
При сварке очень тонких выводов электронной техники применяют термокомпрессионную сварку. Она заключается в использовании твердой ковкой подложки, которая (вместе с соединяемыми компонентами) нагревается до 250-300 градусов. Далее компоненты сильно прижимаются друг к другу, в результате чего выходит неразъемное соединение.
Медные провода более габаритных изделий соединяются диффузионной вакуумной сваркой. Также способ подходит для соединения деталей из пластичного материала с другими (например, сталью).
Для сварки медных шин используется холодный метод пластической деформации сдвига. Метод применим только в среде энергетических установок, а качество соединения считается удовлетворительным.
Сварка медных заготовок — специфический процесс, имеющий свои «подводные камни». Знание особенностей материала позволяет с легкостью выбрать наилучший способ сварки медных заготовок с изделиями этого же либо иного материала.
Вы считаете список способов неполным? Нашли неточность или готовы поделиться личным опытом? Напишите об этом в комментариях, чтобы менее опытные пользователи могли воспользоваться вашими подсказками.
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-medi.html
Чем руководствоваться при выборе электродов
Резюмируя все вышесказанное, можно выделить ряд основных параметров, на основе которых следует выбирать электроды для инверторной сварки. В первую очередь необходимо учитывать тип материалов, которые вы собираетесь варить. Если требуется монтаж ответственной конструкции, то лучше выбрать для этого электроды от хорошо зарекомендовавшего себя производителя. К примеру, для таких целей хорошо подойдут изделия торговой марки ESAB, выпускаемые известным шведским производителем.
Если поверхность деталей из углеродистых сталей, которые вы собираетесь варить инвертором, покрыта ржавчиной или влажная, то лучше выбирать электроды с покрытием рутилового типа.
Изделия с основным покрытием используют в тех случаях, если необходимо выполнить сварку инвертором особо ответственных конструкций. Качество сварки такими электродами зависит и от того, насколько тщательно вы подготовили соединяемые поверхности. Чтобы понять, как выполняется такая подготовка, можно посмотреть обучающее видео, которое несложно найти в интернете.
От того, какой толщины детали вам необходимо варить инвертором, зависит не только выбор диаметра электрода, но и силы сварочного тока, который также оказывает влияние на качество формируемого соединения.
При планировании сварочных работ всегда следует помнить, что правильно подобранные электроды позволят вам получить качественное соединение даже в том случае, если вы используете в работе недорогой инвертор.
Источник: http://met-all.org/metalloprokat/metizy/elektrody-dlya-svarki-invertorom.html
Количество использованных доноров: 8
Информация по каждому донору:
- https://prosvarku.info/elektrody/ehlektrody-dlya-svarki-medi: использовано 3 блоков из 6, кол-во символов 2889 (11%)
- http://met-all.org/metalloprokat/metizy/elektrody-dlya-svarki-invertorom.html: использовано 5 блоков из 8, кол-во символов 8462 (33%)
- https://WikiMetall.ru/metalloobrabotka/svarka-medi.html: использовано 5 блоков из 8, кол-во символов 4442 (17%)
- https://WeldElec.com/naznachenie-elektrodov/dlya-svarki-medi/: использовано 2 блоков из 8, кол-во символов 1370 (5%)
- https://magelectrod.ru/delivery/kak-pravilno-vibrat-elektrodi-dlya-svarki/: использовано 3 блоков из 7, кол-во символов 3103 (12%)
- https://metmastanki.ru/elekrody-dlya-svarki-invertorom: использовано 2 блоков из 5, кол-во символов 4837 (19%)
- https://Evrotek.Spb.ru/info/stati/i_welding/27275/: использовано 1 блоков из 2, кол-во символов 41 (0%)
- https://taina-svarki.ru/svarka-tsvetnyh-metallov/elektrody-dlya-svarki-medi.php: использовано 1 блоков из 7, кол-во символов 626 (2%)