Алюминий и сплавы на его основе свариваются сложно. Это объясняется негативным воздействием внешних факторов, текучестью металла, его тугоплавкостью, наличием оксидной пленки. Сварка с применением электродов по алюминию делает процесс доступным и малозатратным. Электроды имеют низкую температуру плавления и специальные добавки для стабилизации процесса.
Источник: https://promzn.ru/obrabotka-metalla/vidy-elektrodov-po-alyuminiyu.html
Содержание
- 1 Марки электродов для сварки алюминия
- 2 Сварка алюминия электродами (MMA)
- 3 Особенности технологии
- 4 Варим с инвертором без аргона
- 5 Особенности сварочных работ с деталями из алюминия
- 6 Популярные разновидности
- 7 Советы профессионалов
- 8 Выбор электрода
- 9 Изготовление электродов в домашних условиях
- 10 Трудности процесса
Марки электродов для сварки алюминия
Приведенный перечень электродов применяется при сварке алюминиевых конструкций с помощью инвертора. Изделия со спецобмазкой позволяют работать с алюминиевыми деталями или сплавами на основе алюминия с кремнием либо марганцем, например, АМг и АМц.
Расходные материалы для сварки диаметром 3 мм выпускаются длиной 225-300 мм, а при диаметре 4-5 мм имеют длину 350-450 мм.
Электроды ОЗАНА
Электроды ОЗАНА
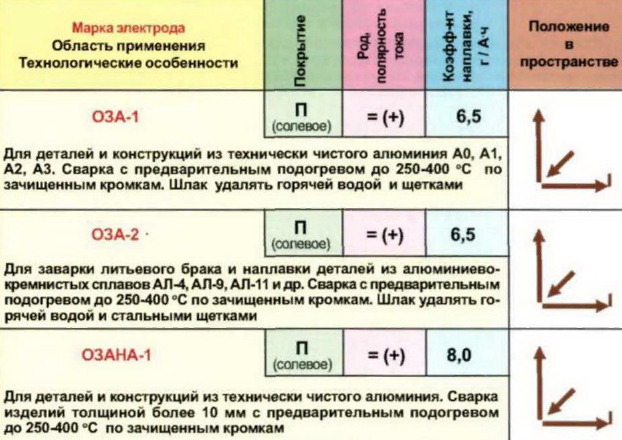
ОЗАНА-1. Расходники с солевой обмазкой подходят для сварки чистого алюминия марок А0-А3. Тонкостенные детали толщиной до 10 мм можно соединять без предварительного подогрева. Остальные детали прогреваются до температуры 200° в течение 30 минут. Для работы необходим переменный ток обратной полярности. Возможна сварка нижних и потолочных швов.
ОЗАНА-2. Предназначены для сваривания сплавов алюминия и кремния. Не подходят для наплавки, ремонта литейного брака. Иногда для работы необходимы дополнительные алюминиевые флюсы.
Электроды ОЗА
Электроды по алюминию изготовлены из стального стержня с соляной обмазкой. Выпускаются диаметром 4, 5 и 6 мм. Марка подойдет для сваривания заготовок из чистого алюминия и его сплавов. Ограничение по толщине деталей — от 3 мм до 16 мм. Ток сваривания – постоянный, с обратной полярностью. Нужен предварительный подогрев свариваемых торцов до 250°С. Подготовительная зачистка кромок обязательна.
Марка УАНА
Электроды этой марки предназначены для заготовок из литейных и деформируемых алюминиевых сплавов. Условия подготовки кромок и сваривания — как и для марки ОЗА. Расположение шва — верхнее и нижнее.

Источник: https://promzn.ru/obrabotka-metalla/vidy-elektrodov-po-alyuminiyu.html
Это интересно: Электроды для контактной сварки — выбор материала и марки
Сварка алюминия электродами (MMA)
 MMA (Manual Metal Arc) — ручная дуговая сварка покрытыми электродами. Этот способ далеко не самый эффективный при работе с алюминиевыми изделиями. Недостатки ручной дуговой сварки:
MMA (Manual Metal Arc) — ручная дуговая сварка покрытыми электродами. Этот способ далеко не самый эффективный при работе с алюминиевыми изделиями. Недостатки ручной дуговой сварки:
- сложно сделать ровный шов;
- шов может быть пористым и не очень прочным;
- при плавлении электрода наблюдается сильное разбрызгивание;
- тяжело очищать шов от шлаков.
И всё же, несмотря на перечисленные недостатки, бывают ситуации, когда без ручной дуговой сварки не обойтись. Сварка способом MMA может осуществляться для соединения алюминиевых конструкций, которые не несут ответственной нагрузки. Минимальная толщина металла должна быть не меньше толщины электрода (4 мм).
Ручная дуговая сварка покрытыми электродами пригодится в домашних условиях, когда нет возможности использовать громоздкое и дорогостоящее оборудование.
Сварка инвертором
 Почему, если уж нет вариантов кроме MMA, то тогда рекомендуется сварка алюминия инвертором? Хоть и сварка алюминия электродами — довольно-таки сложный процесс, есть способ немного облегчить себе жизнь. Алюминий относится к плохо свариваемым металлам, поэтому для достижения ровного и качественного шва следует использовать инвертор.
Почему, если уж нет вариантов кроме MMA, то тогда рекомендуется сварка алюминия инвертором? Хоть и сварка алюминия электродами — довольно-таки сложный процесс, есть способ немного облегчить себе жизнь. Алюминий относится к плохо свариваемым металлам, поэтому для достижения ровного и качественного шва следует использовать инвертор.
Конечно, существует другая техника, которая может применяться при ручной дуговой сварке: выпрямители, трансформаторы или генераторы. Однако инвертор является наиболее выгодным вариантом, благодаря следующим преимуществам:
- Высокий КПД — до 95% и выше. Высокочастотный импульсный полупроводниковый преобразователь позволяет полностью исключить индуктивные потери.
- Эффективный расход электроэнергии. Преобразователь автоматически отключается, когда прекращается работа.
- Защита от нестабильной электрической сети. Инвертор выдаёт нужное напряжение независимо от просадок в сети. Импульсный преобразователь автоматически подстраивается под входное напряжение и обеспечивает требуемые выходные параметры.
- Точная регулировка сварочного тока. Сила тока, необходимая для конкретных сварочных работ, напрямую зависит от толщины используемых электродов. Ручка регулятора инвертора позволяет установить нужное значение перед началом работ.
- Быстрый поджиг дуги. Достаточно легко ударить электродом по детали. Инвертор обеспечивает стабильное горение сварочной дуги.
- Удобно использовать в домашних условиях. Инверторы, как правило, имеют компактные габариты. Для сравнения — сварочный трансформатор мощность 8 кВт весит более 40 кг, в то время как инвертор такой же мощности — менее 5 кг.
Источник: https://WeldElec.com/info/kak-pravilno-varit/alyuminiy/elektrodami/
Особенности технологии
Рассмотрим особенности технологии сварки электродами по алюминию. Ручная дуговая сварка алюминия — не самый удобный процесс, поэтому важно знать и учитывать некоторые особенности проведения сварки.
-
Выбор электродов.
 Прежде всего нужно подобрать подходящий тип электродов. Дело в том, что некоторые марки имеют покрытие, предназначенное только для работы со сплавами алюминия. Другие же используются исключительно для сварки чистого алюминия. Поэтому этот параметр следует учитывать. Производители электродов указывают назначение конкретной марки, так что вы сможете без проблем выбрать подходящую.
Прежде всего нужно подобрать подходящий тип электродов. Дело в том, что некоторые марки имеют покрытие, предназначенное только для работы со сплавами алюминия. Другие же используются исключительно для сварки чистого алюминия. Поэтому этот параметр следует учитывать. Производители электродов указывают назначение конкретной марки, так что вы сможете без проблем выбрать подходящую. - Чистота поверхности. При сварке электродами большое значение имеет подготовка поверхности конструкции. Её следует хорошо обработать, чтобы шов получился ровным и прочным.
- Ток. Сварка алюминия ведётся с использованием постоянного тока обратной полярности. Это обусловлено тем, что на поверхности данного металла образуется оксидная плёнка. А при обратной полярности плёнка разрушается с помощью катодного распыления.
Химические свойства алюминия
 Для алюминия характерна высокая растворимость водорода в жидкой форме при низкой растворимости в точке кристаллизации. Это напрямую влияет на качество сварочных работ. Если даже в металле шва растворится небольшое количество водорода, шов может стать пористым, так как водород будет стремиться выйти наружу.
Для алюминия характерна высокая растворимость водорода в жидкой форме при низкой растворимости в точке кристаллизации. Это напрямую влияет на качество сварочных работ. Если даже в металле шва растворится небольшое количество водорода, шов может стать пористым, так как водород будет стремиться выйти наружу.
Ещё одно важное химическое свойство алюминия — окисление. Соединение с кислородом создаёт оксид алюминия, который образует своеобразную плёнку на поверхности металла. С одной стороны, оксидная плёнка надёжно защищает металл от коррозии. С другой же, становится препятствием для проведения сварочных работ. При том, что алюминий плавится уже при 660.3оС, температура плавления оксидной плёнки — 2037оС.
Механические свойства алюминия
Прочность, упругость и удлинение сварного шва зависят от вида сплава, из которого изготовлены детали, а также от состава электрода. Прочность сварного соединения будет достаточно слабой в сплавах холодной закалки. Чтобы добиться хорошей прочности шва в термостойких сплавах, необходимо большее время термической обработки и медленное охлаждение.
ВАЖНО! Алюминий имеет хорошую теплопроводность, поэтому при проведении сварочных работ рекомендуется использовать теплоотводящие подкладки. Это поможет сохранить остальные части заготовок от усадок и деформаций.
Использование легирующих компонентов
Для улучшения качеств сварного шва в составе электродов по алюминию могут использоваться следующие легирующие добавки:
- Марганец (Mn) — повышает коррозийную стойкость.
- Кремний (Si) — уменьшает плавление алюминия, улучшает текучесть и свариваемость.
- Магний (Mg) — придаёт металлу отличную свариваемость и хорошую прочность. В сочетании с кремнием формирует термостойкий сплав.

Электроды ОК AlMn1 (96.20) с марганцем в составе
Источник: https://WeldElec.com/info/kak-pravilno-varit/alyuminiy/elektrodami/
Варим с инвертором без аргона
Сварка алюминия в домашних условиях инвертором вполне возможна, и здесь нам опять помогут правильные электроды – специальные расходники по алюминию. Безусловно, качество швов с помощью аргонодуговой сварки несоизмеримо выше, чем при методах без аргона, но для домашних работ оборудование для работы в аргоне слишком дорого. У самодеятельных мастеров чаще всего в распоряжении есть лишь элементарный сварочный аппарат.

Вольфрамовые электроды для сварки алюминия.
Домашняя сварка алюминия электродом требует знания и выполнения следующих рекомендаций:
- Соединения швов нужно делать только стыковыми. Другие виды типа тавровых или швов внахлест не подходят для алюминия из-за риска затекания шлака в зазоры. Впоследствии это приводит к коррозии.
- Очистка шва после плавления важна так же, как очистка поверхностей перед работой. Лучший способ – промывание шва водой.
- Про удаление оксидной пленки перед сваркой здесь уже писалось, но повторение лишним не будет: слишком уж важно это действие.
- Разделка краев металлических заготовок также чрезвычайно важна. Все зависит от толщины кромок. Если они толще, например, 3-х мм, разделку нужно формировать под углом 60° V-образной формы.
- Также не помешает предварительный нагрев заготовок перед сваркой. Таким способом вы сможете хоть немного «выровнять» дисбаланс низкой температуры плавления и высокой проводимости тепла.
Правила выбора расходника такие же и зависят от химического состава сплава – сварка алюминия инвертором в этом вопросе – не исключение. Сразу заметим, что чистый алюминий варится намного легче и лучше, чем его сплавы. Немаловажным фактором является немалая цена алюминиевых электродов.

Устройство горелки для сварки.
Стержни самых популярных из них сделаны из проволоки, покрытой смесью солей хлора или фтора очень тонким слоем. Так устроен целый ряд марок электродов, причем каждая из них имеет свое точное назначение с самыми подробными деталями использования.
Электроды для сварки алюминия инвертором следующие:
- ОЗА-1 для сварки с обязательным нагревом перед процессом для заготовок из чистого алюминия с зачищенными кромками.
- ОЗА-2 для наплавки сплавов алюминия с кремнием и заделки брака, полученного во время литья.
- ОЗАНА-1 для сварки чистого алюминия с толщиной кромки больше 10-ти мм с предварительным нагревом до 400°С.
- ЩЛ96.20 для сплавов алюминия с марганцем, магнием, кремнием, дюралюминия.
Инвертор для сварки алюминия может быть самой различной модификации. Чаще применяются полуавтоматы, но электродуговые аппараты тоже вполне подойдут.
Источник: https://tutsvarka.ru/vidy/elektrody-po-alyuminiyu
Особенности сварочных работ с деталями из алюминия
Всем специалистам-сварщикам известно: варить алюминий непросто. Это объясняется наличием на поверхности деталей из этого металла тугоплавкой оксидной пленки. Важнейшими задачами, которые необходимо решить для того, чтобы сварка была выполнена качественно, являются тщательная очистка поверхностей соединяемых заготовок от загрязнений и удаление с них оксидной пленки.
Чтобы эффективно очистить и обезжирить поверхности алюминиевых деталей перед тем, как вы начнете выполнять сварочные работы, можно использовать органический растворитель (ацетон, РС-1, РС-2, уайт-спирит) либо щелочную ванну (в ней заготовки оставляют на несколько минут – не более 5). Выдержка в щелочной ванне является более эффективным способом очистки деталей из алюминия. Приготовить раствор для нее несложно даже в домашних условиях своими руками. Для этого потребуются:
- 1 л воды;
- 50 г карбоната натрия;
- 50 г технического тринатрийфосфата;
- 30 г жидкого стекла.
Пример очистки алюминиевой детали в щелочном растворе
Раствор, приготовленный в результате тщательного смешивания данных компонентов, надо нагреть до 65 градусов Цельсия. Только после этого можно помещать в него заготовки из алюминия.
После очистки деталей из алюминия и их обезжиривания надо решить еще одну важную задачу – удалить тугоплавкую оксидную пленку. Если этого не сделать, варить такие заготовки будет очень затруднительно, а полученное соединение будет обладать низким качеством и невысокой надежностью. Для удаления оксидной пленки в производственных и домашних условиях используют металлические щетки, напильники или шлифовальные машинки. После выполнения механической обработки поверхности соединяемых деталей второй раз обрабатывают растворителем.
Поверхность детали из алюминия, качественно подготовленная к сварке путем механической чистки
По окончании вышеперечисленных подготовительных работ можно приступать к сварке деталей из алюминия. Лучше всего делать это с помощью инвертора, используя специальные электроды для сварки алюминия. Их, чтобы получить стабильно горящую дугу и качественный сварочный шов, необходимо прогреть в печи, выдерживая температуру 200 градусов Цельсия. Продолжительность такого прогрева должна составлять порядка 2 часов.
Чтобы варить алюминий, необходимо использовать источник постоянного тока и подключать его в обратной полярности. Используя определенные электроды для сварки алюминия, важно правильно выбирать силу сварочного тока: его величина должна составлять 25–30 А на один миллиметр их диаметра.
Прогрев алюминиевых заготовок газовой горелкой
Необходимо учитывать еще одну тонкость, которая позволяет получать надежные и качественные сварные соединения. Заключается эта тонкость в том, что место будущего соединения прогревают при помощи газовой горелки. Температура, до которой необходимо нагреть соединяемые детали из алюминия, зависит от их толщины. Чем этот показатель выше, тем интенсивнее следует прогревать заготовки из алюминия.
На качество сварного соединения деталей из алюминия влияет в том числе и скорость их охлаждения: она должна быть очень медленной. Такие технологические приемы позволяют хорошо проплавить металл даже при сварке на невысоких токах, избежать коробления соединяемых деталей и появления в месте их соединения кристаллизационных трещин.
Есть ряд обязательных действий, которые выполняют при сварке алюминия (их можно также изучить по видео).
- Перед сваркой, если предстоит варить детали значительной толщины, место соединения необходимо прогреть при помощи газовой горелки.
- Полученный сварной шов следует тщательно очистить от шлака.
- Очищенный сварной шов обдается горячей водой (это обеспечит его медленное остывание).
- После остывания шов тщательно очищается от остатков шлака металлической щеткой. Если не выполнить это требование, остатки шлака на сформированном соединении могут привести к образованию и развитию коррозии.
Источник: http://met-all.org/metalloprokat/metizy/elektrody-po-alyuminiyu.html
Популярные разновидности
В любом специализированном магазине можно найти огромный ассортимент электрических проводников. Профессионалы выделяют ряд самых востребованных электродов для сваривания алюминия, которые применяются для конкретных марок металла.
ОЗАНА
Самыми популярными модификациями таких электродов выступают ОЗАНА-1 и ОЗАНА-2. Первые подходят для алюминия A0, A1, A2, A3, вторые идеальны для АЛ9, АЛ4, АЛ11. Ими можно работать как в вертикальном, так и в горизонтальном положении. Обеспечивают стабильную дугу, сварочный шов отличного качества и высокую коррозийную стойкость. При сварке деталей, толщиной от одного сантиметра, необходима получасовая прокалка при 200 ºC.
ОЗА
Электроды для сварки такого типа подходят как для чистого алюминия, так и его сплавов. Допустимая толщина обрабатываемых элементов — от 3 до 16 мм. Каждый из расходников представляет собой металлический стержень, покрытый соляной обмазкой. Диаметры электродов: 4, 5, 6 мм. До начала работ требуется подогрев электрода и соединяемых поверхностей до 250 ºC. Положение элементов допустимо горизонтальное и вертикальное. Ток требуется постоянный, полярность — обратная.
УАНА
Принципы использования данных электродов во время сварки схожи с представителями ОЗА. Отличается лишь положение проводников — может быть только нижним и потолочным. Применяется для сваривания деталей литейных и деформируемых алюминиевых сплавов.

Основные характеристики электродов УАНА разных марок
ESAB
ESAB – всемирно известная марка, благодаря широкому применению в строительных работах. Электродуга легко зажигается по ржавчине, а пониженная теплоотдача позволяет заваривать даже большие зазоры. Для сплавов из алюминия, магния, марганца подходят OK 96.10, 96.20 и 96.50. Они также оптимальны для элементов из технического алюминия. Отличаются высокой гигроскопичностью, поэтому требуют защиты от повышенной влажности.

Электроды ESAB
OK 96
Обмазка электродов по алюминию OK 96.10 сделана из солей хлора и фтора. Такая особенность обеспечивает стабильное состояние сварочной дуги и сводит к минимуму разбрызгивание металла. Щелочно-солевая обмазка также присутствует на OK 96.50. Все перечисленные виды электродов имеют некоторые требования: детали или сборная конструкция не должны подвергаться большим нагрузкам.

Электрод OK 96
Источник: https://SpecNavigator.ru/instrumenty/svarochnye-apparaty/elektrody-po-alyuminiyu-dlya-dugovoj-svarki.html
Советы профессионалов
При отсутствии опыта выбрать расходные материалы и соединить алюминиевые элементы непросто. Поэтому советы мастеров будут кстати.
- Лучше, когда состав заготовки и сплав алюминиевых электродов точно соответствуют друг другу. Проверить это можно по информации на упаковке.
- Сечение электродов для сварки должно отвечать толщине стенки. Если варить толстым стержнем тонкий лист, то прожог неизбежен.
- Разница толщин допускается не более 1 мм.
- Просушенные 2-3 раза расходники теряют качество и использовать их не рекомендуется.
- Предварительная зачистка обрабатываемых сваркой кромок обязательна.
- Новичкам сварочного дела следует начинать с толстых деталей. Сварочный процесс протекает очень быстро, и тонкий металл легко прожигается.
- Алюминий отличается повышенной текучестью, поэтому тонкий шов получить достаточно сложно.
- Прогревать электроды перед работой нужно тем дольше, чем толще свариваемый металл.
- Хорошему плавлению основного металла способствуют умеренные токи.
- Толстые заготовки лучше прогревать участками. Готовый шов очищают от шлака, промывают горячей водой, обрабатывают щеткой и варят дальше.
Источник: https://promzn.ru/obrabotka-metalla/vidy-elektrodov-po-alyuminiyu.html
Выбор электрода

Выбирая токопроводящие стержни для сварки алюминия, необходимо обратить внимание на такие аспекты:
- Состав электрода должен соответствовать сплаву соединяемых элементов. Информация о первом указывается производителем на упаковке, сертификате.
- Толщина расходного материала не должна превышать толщину обрабатываемой детали больше чем на 1 мм. Нарушение правила приведет к прожогу элемента.
- Просушенные более раза сварочные стержни снижают прочность полученного валика. Сварка выполняется угольными, графитовыми либо вольфрамовыми электродами, что определяется способом операции.
Источник: https://prosvarku.info/elektrody/elektrody-dlya-svarki-alyuminiya
Изготовление электродов в домашних условиях
 Электроды, которые используются для варки алюминиевых изделий, обойдутся довольно дорого. Вот поэтому многие сварщики хотят их изготовить своими руками. В сети можно найти большое количество видео, которые подробно описывают процесс производства электродов для алюминия и его сплавов в домашних условиях. Для того чтобы их сделать, стоит воспользоваться подробным описанием, приведенным ниже.
Электроды, которые используются для варки алюминиевых изделий, обойдутся довольно дорого. Вот поэтому многие сварщики хотят их изготовить своими руками. В сети можно найти большое количество видео, которые подробно описывают процесс производства электродов для алюминия и его сплавов в домашних условиях. Для того чтобы их сделать, стоит воспользоваться подробным описанием, приведенным ниже.
Проволока из алюминия диаметром не более 4,5 миллиметров, нарезается кусками по 30 сантиметров. Чтобы сделать обмазку для электродов, нужно измельчить простой мел и перемешать этот порошок с жидким стеклом. Всю эту смесь необходимо сделать полностью однородной и обмазать ей приготовленные куски проволоки из алюминия. Подобную обмазку из мела и жидкого стекла следует наносить на проволоку из алюминия слоем до 2 миллиметров. Далее изготовленный электрод просушивают до абсолютного затвердевания всей его поверхности.
Следуя этой простой инструкции можно изготовить своими руками хорошие электроды для варки алюминиевых изделий, а многочисленные видео из сети смогут в этом помочь. Даже несмотря на такой простой способ производства, подобные электроды способны выполнять варку алюминиевых изделий с большой эффективностью и получить хорошие сварочные швы.
Источник: https://instrument.guru/osnastka/elektrody-dlya-svarki-izdelij-iz-alyuminiya-v-domashnih-usloviyah.html
Трудности процесса
Рассмотрим сложности процесса сварки электродом по алюминию. Сложность ручной сварки алюминиевых конструкций во многом обусловлена свойствами данного металла. Ниже приведём примеры основных проблем, которые могут возникнуть в процессе сварки.
- Высокая текучесть металла. Расплавленный алюминий тяжело контролировать. При значительном перегреве поведение металла становится в какой-то степени непредсказуемым. Расплав может разрушить слой твёрдого металла, находящийся под ним, и вытечь через трещину. Для решения этой проблемы рекомендуется использовать прокладки из керамики или тугоплавкой стали.
- Окисляемость алюминия. Основная проблема алюминиевых изделий. Соединяясь с кислородом, молекулы металла формируют плотную оксидную плёнку. Она прочнее самого металла и плавится только при очень высокой температуре. Ещё один минус — плёнка является диэлектриком, поэтому тяжело поджечь дугу. Для решения этой проблемы нужно тщательно очищать рабочую поверхность металла перед сваркой.
- Высокий коэффициент линейного расширения. Алюминий достаточно хрупкий и обладает малой упругостью. При сильном нагреве металла зона сварки давит на остальную часть конструкции, что может стать причиной появления трещин или деформации плоских поверхностей. Чтобы этого избежать, нужно контролировать температуру сварки. А лучше — предварительно прогревать деталь до 200-250оС.
- При застывании металл шва может кристаллизоваться и появляются горячие трещины. Поэтому желательно добавлять специальный присадочный материал. Особенно это необходимо в случаях, когда несколько швов находятся на небольшом расстоянии друг от друга.
Полезное видео
Посмотрите ролик, где умелец рассуждает о том, что сварка электродом алюминия – это не лучшее решение и демонстрирует процесс наглядно, с пояснениями.
Источник: https://WeldElec.com/info/kak-pravilno-varit/alyuminiy/elektrodami/
Количество использованных доноров: 7
Информация по каждому донору:
- http://met-all.org/metalloprokat/metizy/elektrody-po-alyuminiyu.html: использовано 1 блоков из 5, кол-во символов 3950 (19%)
- https://tutsvarka.ru/vidy/elektrody-po-alyuminiyu: использовано 1 блоков из 5, кол-во символов 2658 (13%)
- https://SpecNavigator.ru/instrumenty/svarochnye-apparaty/elektrody-po-alyuminiyu-dlya-dugovoj-svarki.html: использовано 1 блоков из 4, кол-во символов 2295 (11%)
- https://instrument.guru/osnastka/elektrody-dlya-svarki-izdelij-iz-alyuminiya-v-domashnih-usloviyah.html: использовано 1 блоков из 5, кол-во символов 1295 (6%)
- https://promzn.ru/obrabotka-metalla/vidy-elektrodov-po-alyuminiyu.html: использовано 3 блоков из 5, кол-во символов 3039 (15%)
- https://WeldElec.com/info/kak-pravilno-varit/alyuminiy/elektrodami/: использовано 3 блоков из 6, кол-во символов 7081 (34%)
- https://prosvarku.info/elektrody/elektrody-dlya-svarki-alyuminiya: использовано 1 блоков из 5, кол-во символов 594 (3%)