Пайка нержавейки – достаточно сложная процедура. К ней прибегают для соединения тонкостенных деталей, когда нет возможности выполнить сварку по технологии TIG. Это позволяет избежать чрезмерного температурного воздействия на рабочую поверхность.
Источник: https://svarka.guru/payka/tehnik/nerzhaveyki.html
Содержание
- 1 Общая информация
- 2 Преимущества пайки нержавейки оловом
- 3 Выбор припоя
- 4 Назначение и преимущества
- 5 Недостатки пайки нержавейки оловом
- 6 Приготовление флюса
- 7 Как проводить пайку дома: рекомендации
- 8 Как сделать флюс своими руками?
- 9 Особенности пайки оловом
- 10 Инвентарь
- 11 Что еще следует знать о пайке нержавеющей стали
- 12 Как паять сталь: нюансы
- 13 Общие советы по флюсам
- 14 Как правильно работать в домашних условиях?
- 15 Свойства медных сплавов
- 16 Заключение
- 17 Как паять детали из жести?
- 18 Пищевые припои
- 19 Основные ошибки
- 20 Низкотемпературные припои
- 21 Материалы для паяния
- 22 Техника безопасности
- 23 Подготовка
Общая информация
Бура – флюсовая разновидность, используемая для пайки антикоррозийных стальных сплавов. Достаточно распространенный тип, который производится в виде порошков, пасты либо жидкости.
При самостоятельной сварке пастообразная форма более удобна. Порошковые флюсы требуют применения специальной аппаратуры, обеспечивающей подачу частиц в зону сварки.
Под воздействием высоких температур бура расплавляется, после чего происходит ее распределение по металлу. Под воздействием расплавленного флюса поверхность детали прогревается равномерно, а скорость достижения рабочих температур повышается.
Это важно в работе с нержавеющей сталью – материалом тугоплавким, прогревающимся достаточно долго. Срок перехода на следующий этап обработки определяется по цвету поверхности металла. Когда она становится красной, в работу вводится припой.
Флюсовые частицы после обработки остаются на поверхности детали. Для того, чтобы очистить от них металл, достаточно промывки водой. Маленькие детали можно опустить под воду и слегка потрясти.
Также для очистки применяется пескоструйная обработка – методика сложная, трудоемкая, однако эффективная.
Нельзя смывать частички флюса соляной или азотной кислотой. Да, очищение пройдет быстро и качественно, однако кислоты способны повреждать металлы. Они могут навредить детали и полотну шва.
Источник: https://prosvarku.info/rashodnye-materialy/flyus-dlya-pajki-nerzhavejki-olovommoshhi-olova
Это интересно: Как выбрать и использовать флюс для пайки меди?
Преимущества пайки нержавейки оловом
- Пайка нержавейки оловом помогает относительно легко и быстро заделать мелкие поломки, не прибегая к сложным процедурам;
- Сам процесс занимает не много времени и не требует длительной подготовки;
- Расходные материалы имеют относительно небольшую стоимость;
- Олово уменьшает текучесть нержавейки при пайке, что делает процесс менее сложным, чем с другими припоями;
- Для многих вариантов конечный результат обладает достаточно хорошим качеством.
Источник: https://svarkaipayka.ru/tehnologia/svarka-nerzhaveyki/payka-nerzhaveyki-olovom.html
Выбор припоя

Правильный припой для пайки нержавейки – залог качества соединения. На выбор подходящего материала оказывают влияние следующие факторы:
- состав металла;
- условия проведения работ.
В стандартных условиях пайку выполняют серебряным припоем – он обладает отличными антикоррозионными свойствами, а никель в его составе повышает прочность соединения. Визуально, соединение не будет отличаться от основной поверхности. Мастера считают серебряные составы лучшим материалом для пайки нержавейки. При этом использовать серебро без добавок запрещено. Для повышения качества соединения к нему добавляют медь или цинк.
Источник: https://svarka.guru/payka/tehnik/nerzhaveyki.html
Назначение и преимущества
Лужение металла оловом применяется в следующих отраслях промышленности:
- Электроника и радиотехника. Олово защищает платы от коррозии.
- Авиация и машиностроение. Многие элементы конструкции станков и летательных аппаратов подвергают обработке.
- Кабельно-проводниковая. Помимо резиновой изоляции олово предохраняет металлические проводники от воздействия серы, которая содержится в резине и пластике.
- Пищевая. Практические все кухонные принадлежности, имеющие отношение к приготовлению пищи, защищают с помощью специального пищевого олова, которое не несет угрозы для здоровья человека. Также оловом покрывают емкости, предназначенные для изготовления консервов: это увеличивает срок их хранения – многие солдаты срочной службы помнят советскую тушенку пятидесятых годов, которая до недавних пор находилась на военных складах как неприкосновенный запас.

Оловянное покрытие используют в качестве средства предварительной обработки подшипников перед их заливкой баббитом. Также лужение – неотъемлемая часть технологической цепочки выполнения беззазорного соединения, которое называют фальцевым швом.
Однако наибольшую популярность технология лужения приобрела в качестве средства для предварительной подготовки перед пайкой. Это обусловлено следующими причинами:
- Производительность. Современные технологии позволяют выполнить лужение большого числа элементов за короткий промежуток времени – недаром его активно применяют на массовом производстве.
- Надежность. Химическая инертность олова обеспечивает надежную защиту от влаги, солей и органических кислот.
- Стойкость покрытия. Олово и его сплавы обладают высокой адгезией к любой к металлической поверхности. Пластичный слой не разрушается под действием механической обработки детали.
- Термостойкость. Луженое покрытие выдерживает значительные перепады температур.
Источник: https://instanko.ru/elektroinstrument/pajka-cvetnyh-metallov.html
Недостатки пайки нержавейки оловом
- Пайка уступает многим другим процессам получения неразъемного соединения по крепости, так что для ответственных конструкций ее нельзя применять;
- Из-за применения олова температурный диапазон эксплуатации деталей снижается, так как материал может расплавиться;
- Остаются сложности с поведением нержавейки в жидком состоянии.
Режимы пайки оловом
|
Температура пламени горелки, градусов целься |
Мощность паяльника, Вт | Время воздействия, секунды | Диаметр припоя, мм |
| 232-240 | 80-100 | 5-10 | 2-4 |
Подготовка оборудования и необходимых материалов
Пайка оловом нержавейки предполагает правильный подбор инструментов и прочего оборудования. Для этого вам понадобится:
- Паяльник или газовая горелка;
- Растворитель;
- Припой;
- Металлическая щетка;
- Флюс;
- Защитные перчатки;
- Ткань для протирки.
Паяльник желательно брать мощностью в 100 Вт, так как менее мощные модели не смогут расплавить материал.

Паяльник для пайки нержавейки
Если речь идет о соединениях больших размерах, то здесь может потребоваться и более мощный паяльник. Жало инструмента должно быть необгораемым, так как это существенно увеличивает срок его службы. Следует отметить, что возможности паяльника являются ограниченными, так как он может работать только с легкоплавными припоями. Для такой пайки лучше всего подойдут бруски чистого олова или прутки из серии ПОС.

Бруски олова для пайки нержавейки
Первый вариант хорошо подходит для посуды и прочих емкостей, так как не содержит примесей. В качестве флюса лучше всего для данной разновидности использовать ортофосфорную кислоту. Ею необходимо обрабатывать места, где будет паяться металл и тогда схватывание будет на куда более высоком уровне.
Выбор припоя и других материалов
Пайка нержавейки паяльником предполагает грамотный подбор припоя, так как от него будет зависеть качество соединения. Одной из самых популярных в данном планет является серия «ПОС». В отличие от обыкновенного олова, которое продается для пайки в виде брусков, имеет еще дополнительные вкрапления свинца, что изменяет свойства материала. Стоит обратить внимание на марки:
- ПОС50Кд18;
- ПОС-61;
- ПОС-40.
В них может содержаться не только олово, но еще и кадмий, свинец и прочие металлы. Если вам нужно паять детали, которые будут соприкасаться с пищевыми продуктами, то в материале, кроме олова, ничего лишнего не должно быть, так как остальные вещи могут оказаться вредными для здоровья. Для нержавейки сложно подобрать флюс, так как далеко не каждый тут сможет пригодиться. Здесь требуется, так называемый «активный флюс», в качестве которого выступает паяльная кислота, ортофосфорная кислота или хлористый цинк. Желательно, как только он будет нанесен на поверхность, сразу начинать процедуру, чтобы флюс не взялся пленкой.
Технология пайки нержавейки оловом
Перед тем как начнется пайка нержавейки оловом, требуется очистить от окисной пленки, которая может образовываться на поверхности металла, а также от прочих загрязнений. Это делается при помощи металлической щетки или наждачной бумаги.

Зачистка металла перед пайкой
Затем проходит процедура обезжиривания, для чего понадобится растворителем, для чего можно использовать и ацетон.Когда поверхность будет очищена можно наносить флюс, если вы не используете комбинированный припой, который уже содержит его в своем составе.
Нанесение флюса
Далее происходит разогрев при помощи горелки или жала паяльника. При использовании горелки нужно следить за уровнем кислорода, так как при его избытке металл будет окисляться. Для распознавания такого параметра, необходимо обратить внимание на цвет пламени, так как в перенасыщенном составе оно будет светло-синим. Необходимо разогреть все место соединения до такой температуры, чтобы припой мог расплавиться.

Разогрев металла
Он должен плавиться не от горелки, а от разогретого ею металла. Припой укладывается в область, где находится стык, это делается постепенно, пока не будет заполнена вся область.
«Важно!
Это следует делать, пока излишки не начнут вытекать из зазоров, тогда можно гарантировать наилучшую степень схватывания.»
Контроль качества
Для этого используется ГОСТ 19249-73. Здесь могут использоваться методы контроля с разрушением и без. Среди них выделяют такие как:
- Радиационный контроль;
- Технический осмотр;
- Радиоскопический метод;
Меры безопасности
Когда происходит пайка нержавеющей стали оловом в домашних условиях, то следует соблюдать правила электробезопасности. Главной проблемой является то, что можно обжечься при контакте с паяльником, разогретым металлом или припоем. Также следует избегать вдыхания испарений металлов.
Почему пайка может не получиться?
- Недостаточно тщательная зачистка;
- Слабый подогрев металла;
- Неправильно подобран флюс или припой;
- На спаянный материал оказывалось физическое воздействие еще до того, как он застынет.
Источник: https://svarkaipayka.ru/tehnologia/svarka-nerzhaveyki/payka-nerzhaveyki-olovom.html
Это интересно: Что такое флюс марки АН-47 для дуговой сварки?
Приготовление флюса
При пайке нержавейки следует очень внимательно отнестись к вопросу выбора готового флюса или рецептуре его самостоятельного изготовления. Классический состав флюса, который можно приготовить и дома, включает следующие компоненты:
- буру (70%);
- борную кислоту (20%);
- фтористый кальций (10%).
Для пайки изделий, отличающихся небольшими размерами, можно приготовить флюс, который будет состоять только из буры и борной кислоты, смешанных в одинаковой пропорции. Смешав компоненты флюса в сухом виде, его необходимо развести водой и уже полученным раствором обрабатывать место будущего соединения.
Источник: http://met-all.org/obrabotka/prochie/pajka-nerzhavejki-domashnih-usloviyah-pripoj-flyus-video.html
Как проводить пайку дома: рекомендации
Инструменты и материалы для пайки.
В домашних условиях наиболее распространена пайка деталей радиотехники. Операция не вызывает никаких сложностей, ее может выполнять практически любой человек. Пайку всегда можно легко демонтировать, она отличается водоустойчивостью.
К негативной стороне можно отнести низкую прочность. Нет совместимости с другими металлами. Пайка плохо переносит холод и высокую температуру.
Чтобы выполнять паяльные работы, необходимо иметь припой из легкого плавкого металла.
Припой изготавливается из сочетаний свинца с оловом. Благодаря наличию конкретного материала припои могут иметь разную температуру плавления. Именно это обстоятельство и предопределяет основную сферу их работы. Чаще всего пользуются припоем, у которого температура плавления достигает 200 градусов.
В домашних условиях паяльные работы должны проводиться очень быстро.
Дело в том, что флюс, обеспечивающий текучесть припоя, начинает быстро обугливаться. Иногда требуется проведение дополнительной зачистки. Пока припой полностью не остынет и не станет твердым, запрещается двигать детали.
Высококачественным признается уровень пайки, когда припой тончайшим слоем обволакивает место пайки.
Источник: https://instanko.ru/elektroinstrument/pajka-cvetnyh-metallov.html
Как сделать флюс своими руками?
Опытные мастера предпочитают готовить флюс своими руками. Существует несколько рецептов. Наиболее употребительным считается смесь, в состав которой входят:
- бура – 7 частей;
- борная кислота – 2 части;
- фтористый кальций – 1 часть.
Смесь готовят на водной основе.
Для работы с мелкими деталями достаточно смешать борную кислоту и буру, в соотношении 1:1.
Источник: https://svarka.guru/payka/tehnik/nerzhaveyki.html
Особенности пайки оловом
Припои на основе оловянно-свинцовых смесей отличаются высоким качеством соединения при доступной цене. Это является основной причиной популярности пайки нержавейки оловом в домашних условиях. Метод лучше всего зарекомендовал себя при заделке небольших трещин или соединении мелких деталей. Изделия, подверженные в процессе эксплуатации температурным нагрузкам, рекомендуют паять с использованием серебряных составов. Примером являются трубки дистиллятора, которые эксплуатируются при высокой температуре под давлением.
Использование олова в качестве присадочного материала при пайке нержавейки, не получило широкого распространения в промышленности, ввиду низкого температурного порога соединения.
Преимущества

Использование легкоплавких припоев обладает следующими преимуществами:
- легкая процедура пайки небольших деталей;
- подготовительные процедуры не отнимают много времени;
- низкая стоимость расходных материалов;
- можно использовать как бытовой электрический паяльник, так и газовую горелку.
Недостатки
Метод имеет следующие недостатки:
- низкий показатель прочности соединения;
- низкая температура плавления олова снижает сферу применения запаянных деталей;
- грамотное применение расплавленного олова требует от мастера определенных профессиональных навыков.
Высокая текучесть не позволяет использовать олово на поверхностях с большим уклоном.
Режимы
Оловянно-свинцовые припои применяют при следующих параметрах:
- максимальная температура горелки составляет 240 Сº;
- минимальная мощность паяльного устройства – 40 Вт;
- интервал воздействия на поверхность – не более 10 секунд;
- толщина припоя, независимо от формы изготовления, не должна превышать 4 мм.
Источник: https://svarka.guru/payka/tehnik/nerzhaveyki.html
Инвентарь
Для проведения работ нужно заранее подготовить все необходимые инструменты. Если пайка стали проводится в домашних условиях, нужен следующий инвентарь:
- Электрический паяльник. Оптимальная мощность оборудования — 100Вт. Как аналогичный вариант можно использовать ручную пропановую горелку.
- Раствор для обезжиривания рабочей поверхности.
- Флюс для пайки.
- Припой на основе олова.
- Ветошь.
Нельзя забывать про средства индивидуальной защиты — защитные очки, перчатки, костюм для работы и респиратор.
Типы припоев
Припой для пайки нержавейки считается основным расходным материалом при проведении работ. Существует две группы припоев:
- Мягкие — смеси, изготавливающиеся из свинца и олова. Эти материалы увеличивают показатели пластичности и текучести расходного материала для создания соединительного шва. Недостаток мягких составов — низкая прочность отвердевшего материала.
- Твердые — используются в мастерских и на предприятиях. Составы содержат в себе 30% технического серебра, благодаря которому соединение получается прочным и долговечным.
Пайка нержавейки медно фосфорным припоем ,soldering stainless steel
Приготовление флюса
Правильная пайка нержавеющей стали требует от человека грамотного выбора флюса. Связано это с тем, что устойчивые к воздействию коррозийных процессов сплавы легко повредить в процессе сварки. Чтобы не допустить ошибки при выборе покупной смеси, можно приготовить её самостоятельно. Изготовление флюса:
- Взять порцию буры и такое же количество борной кислоты.
- Перемешать компоненты между собой.
- Разбавить чистой водой.
- Мешать до образования однородной массы.
Флюс паста для пайки в домашних условиях (рецепт времен Горбачева)
Готовый состав наносится на место спайки. После высыхания увеличивается показатель адгезии к обрабатываемой поверхности.
Самодельные флюсы не уступают покупным составам. Чтобы увеличить его эффективность, перед нанесением вещества требуется обработать металлическую поверхность наждачной бумагой или надфилем.

Нанесение флюса на трубку
Источник: https://metalloy.ru/obrabotka/pajka/nerzhavejki
Что еще следует знать о пайке нержавеющей стали
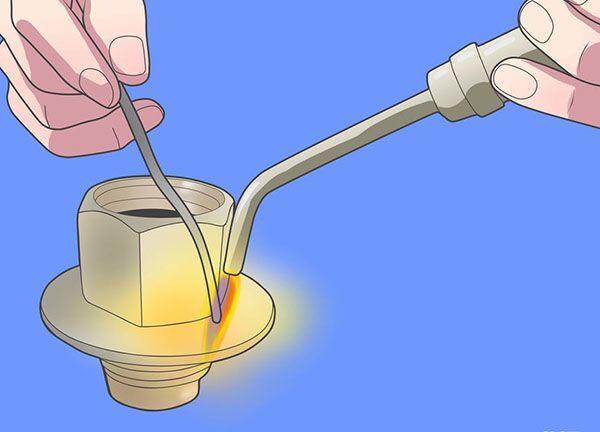
В тех случаях, когда к паяным соединениям изделий из нержавейки предъявляются особые требования, могут использоваться специальные марки припоев, к числу которых относятся материалы, изготовленные на основе никеля и фосфора, а также никеля, хрома и марганца. Припои второй группы используют, в частности, в тех случаях, когда пайка выполняется в среде защитного газа, состоящего из смеси аргона с трехфтористым бором. При выполнении пайки по такой технологии в качестве припоя может использоваться и чистая медь, которая хорошо смачивает металл и формирует надежное соединение.
При использовании медного припоя место пайки будет отличатся от нержавейки характерным желтым цветом
Припои, изготовленные на основе никеля, позволяют получать соединения, отличающиеся высокой прочностью. Между тем есть у таких материалов и недостатки, к которым следует отнести невысокую пластичность. Именно поэтому такой присадочный материал не используют для соединения элементов конструкций из нержавейки, которые будут подвергаться ударным и вибрационным нагрузкам в процессе своей эксплуатации. Кроме того, паяный шов из такого материала очень критично относится к низким температурам. Пайку припоями никелевой группы, которые плавятся при температуре, превышающей 1000°, можно выполнять в среде сухого водорода, аргона и в вакууме.
Таким образом, пайка изделий из нержавейки (габаритных труб, эксплуатируемых под давлением, посуды, предметов мебели или интерьера) имеет свои нюансы, которые обязательно следует учитывать при выборе как режимов пайки, так и расходных материалов. Существует множество справочников, руководствуясь которыми, можно оптимально подобрать все необходимые материалы и получить качественное, надежное и красивое паяное соединение.
Источник: http://met-all.org/obrabotka/prochie/pajka-nerzhavejki-domashnih-usloviyah-pripoj-flyus-video.html
Как паять сталь: нюансы
Для того чтобы начать пайку стали, необходимо подобрать соответствующий способ. При этом учитывается:
- стойкость окисной пленки;
- взаимодействие стали и припоя;
- изменение характеристики стали, после термического процесса пайки.
Читать также: Фреза для штробления стен
Очень легко удаляются окислы, когда подвергается пайке углеродистая сталь. Намного сложнее удалить окисную пленку, когда работа проводится с легированной сталью, в состав которой входит хром, алюминий, титан и кремний.
Схема пайки твердым припоем.
Дело в том, что после нагрева на поверхности стали появляются трудно растворимые окислы Ме203, М203.
Чтобы паять сталь, пользуются припоями, в состав которых входит:
Эти материалы оказывают небольшое влияние на свойства стали, они практически ее не растворяют.
Источник: https://instanko.ru/elektroinstrument/pajka-cvetnyh-metallov.html
Общие советы по флюсам
Самодельный флюс для пайки – это не всегда выгодный вариант, иногда его действительно выгоднее купить, тем более, что в большинстве случаев цена позволяет, скажем, smd или bga. На данный момент более сотни отечественных компаний производят флюсы и смеси для пайки и сварки, среди которых мы можем посоветовать лти 120, Brazetec, harris, rma, sanha, welco (в среднем стоимость от 80 рублей).
Продажа осуществляется в любом магазине электрических приборов и рынке во все городах: Екатеринбурге, Минске, Москве, Новосибирске, Харькове, Челябинске Ростове-на-Дону.
Нужно отметить, что в любом случае во время процесса сварки или пайки выделяются газы, которые могут навредить организму, но если пользоваться профессиональными смесями это вред будет гораздо ниже, поэтому остановите свой выбор на известных марках.
Источник: https://instanko.ru/elektroinstrument/pajka-cvetnyh-metallov.html
Как правильно работать в домашних условиях?
Пайка нержавейки считается достаточно сложным процессом, поэтому к выполнению работ дома следует подойти с особым вниманием. Для большинства припоев, за исключением оловянных, необходим паяльник мощностью не менее 100 Вт.
Не следует забывать про подготовку поверхности под пайку. Данная процедура начинается с механической обработки плоскости и заканчивая ее лужением.
Использование активных флюсов требует особого внимания – после завершения работ необходимо промыть соединение проточной водой.
Источник: https://svarka.guru/payka/tehnik/nerzhaveyki.html
Свойства медных сплавов
Медь является самым универсальным и доступным материалом. Положительные свойства металла обеспечивают широкое применение его сплавов во многих отраслях промышленного производства.

К таким свойствам относятся:
- Электропроводность меди является основным качественным показателем, который обуславливает ее повсеместное применение. Коэффициент электропроводности материала из меди превышает характеристики многих инженерных металлов. Добавление легирующих элементов и примесей в состав чистого металла уменьшает его проводимость, но значительно повышает прочность.
- Свойство теплопроводности, как и электрические характеристики, также зависит от процентного содержания примесей в медном сплаве.
- Коррозийная устойчивость меди определяется свойствами поверхностной пленки, которая малочувствительна к внешнему воздействию, поэтому и защищает эффективно основной металл от разложения. Медь устойчива к органическим кислотам, солевым и щелочным растворам, а вот азотные и неорганические кислоты способны разрушать структуру этого металла.
- Пластичность материала при его изготовлении или механической обработке (штамповке, прокатке) может значительно снижаться. Это свойство легко возвращается путем отжига металла, то есть его нагрева до 600–700 градусов с последующим охлаждением в естественных условиях.
- Внешний вид и цвет медных сплавов имеют характерный оттенок, который может существенно изменяться под воздействием погоды и атмосферных явлений. Медь имеет специфичный цвет от оранжево–розового оттенка до темно–бронзовой окраски. Атмосферное влияние может спровоцировать окрашивание поверхности вплоть до зеленого цвета. Некоторые медные сплавы широко используются в декоративных целях.
Хочется отметить, что процесс соединения разнообразных медных проводов не вызывает особой сложности, даже у людей, не имеющих опыта работы с паяльником. Поэтому полезнее будет остановиться на пайке металлических труб.
Источник: https://instanko.ru/elektroinstrument/pajka-cvetnyh-metallov.html
Заключение
Пайка нержавейки относится к сложным процедурам, ввиду разнообразия легирующих сплавов. Для мелких деталей, не подверженных температурному воздействию, лучше всего подойдут припои группы ПОС.
Слесарь-ремонтник 6-го разряда Зайцев Анатолий Федорович. Опыт – 17 лет: «Я часто сталкиваюсь с необходимостью паяльных работ нержавейки, ввиду отсутствия исправного аппарата для аргонодуговой сварки. Для самых простых работ проще всего использовать оловянно-свинцовые припои. Ответственные соединения требуют более тщательного подхода».
Источник: https://svarka.guru/payka/tehnik/nerzhaveyki.html
Как паять детали из жести?
Стандартным способом спаивания жести является применение припоя, в котором содержится большое количество олова, флюса и паяльника, имеющего шило.
Профессионалы советуют использовать следующие марки припоя:
Такой выбор припоя связан с химическими показателями материалов, когда выполняется пайка оловом. В этих припоях, кроме олова, содержится также:
Марки и свойства припоев.
- сурьма;
- мышьяк;
- медь;
- висмут.
Эти марки припоев отличаются показателем сопротивления срезу, благодаря определенному количеству примесей. Кроме того, они увеличивают сопротивление шва на разрыв после окончания пайки. Если в составе припоя недостаточно олова, то повышается количество сурьмы.
В некоторых случаях применяется ПОС 90 с большим количеством свинца. Для оцинкованного материала делается несколько другой подход.
Для пайки оцинкованного железа обязательно должен присутствовать флюс. Он играет роль химического окислителя и одновременно растворителя. Благодаря флюсу исчезает процесс окисления. Вдобавок ко всему, металл смачивается железом, и получается шов высокого качества. Чаще всего в качестве флюса используют соляную кислоту и канифоль.
В радиотехнике больше всего применяют канифоль. Только в некоторых случаях применяют хлористый цинк и борную кислоту.
Для работы используют паяльник, мощность которого должна превышать 40 Вт. Все работы желательно выполнять электрическим паяльником. Он позволяет проводить пайку в удобном положении, шов получается очень прочным и надежным.
Источник: https://instanko.ru/elektroinstrument/pajka-cvetnyh-metallov.html
Пищевые припои
Требования к пайке посуды, которая используется для приготовления пищи, не отличается от общих правил проведения работ. Правильный припой для нержавейки – основное требование. Например, для ремонта посуды нельзя использовать припои группы ПОС, поскольку свинец негативно влияет здоровье человека.
Источник: https://svarka.guru/payka/tehnik/nerzhaveyki.html
Основные ошибки
Малейшая оплошность может привести к существенному снижению качества соединения. Следующие советы снизят вероятность ошибки:
- При проведении домашних работ оптимальная мощность паяльника составляет 100 Вт. Использование более мощного прибора приведет к перегреву расходных материалов, а мене мощного – к неполному прогреву металла.
- Используйте паяльник с необгораемым стержнем.
- Пищевую посуду лучше паять чистым оловом, поскольку свинец обладает токсичными свойствами.
- В качестве флюса опытные мастера рекомендуют использовать активные составы. Лучше всего зарекомендовала себя ортофосфорная кислота.
Источник: https://svarka.guru/payka/tehnik/nerzhaveyki.html
Низкотемпературные припои
Легкоплавкие припои имеют температуру перехода к жидкому состоянию до 450 °C. Применяются радиотехническими соединениями, при спайке проводов, других работах. Основные составляющие таких изделий пайки имеют сплавы олова, свинца, кадмия или висмута. В процессе обезжиривания, лужения технических плат имеют место сплавы Вуда или Розе. Такие вещества переходят в жидкое состояние уже на отметке 70 °C.

Низкотемпературный припой
Металлы имеют различную температуру плавления, важно ознакомиться с составом припоя перед покупкой.
- Олово представляет собой легкоплавкий металл, который растворяется серной или соляной кислотой. Плавится металл на отметке 232 °C, воздействие стандартных комнатных температур не влияет на него, однако при отметке -50 °С разрушается составная кристаллическая решетка.
- Свинец является популярным ввиду своей легкоплавкости, хорошо поддается обработке. Окисляется только поверхность, на которую происходит воздействие окружающего воздуха.
- Кадмий используется в антикоррозийных целях при пайке изделием из олова и свинца. Сам материал токсичен, плавится при отметке 321 °С.
- Висмут добавляется в состав ввиду растворимости серной кислотой, азотной средой.
Наиболее удобная форма выпуска для пайки радиодеталей – проволока диаметром 2-2,5 см. Составом современных изделий является канифоль, которая выступает ролью флюса.
Источник: https://instanko.ru/elektroinstrument/pajka-cvetnyh-metallov.html
Материалы для паяния
Чтобы разрешить такую проблему, необходимо иметь в наличии такие материалы и инструменты как:
- паяльник;
- паяльное олово;
- паяльная кислота;
- спирто-канифольный флюс;
- флюс для паяния алюминия;
- ортофосфорная кислота;
- пинцет;
- пассатижи;
- ножницы,
а так же другие приспособления для паяния. Изложенная тема здесь как бы простая, но охватывает более такой обширный диапазон,- к чему припаять и как припаять.
Источник: https://instanko.ru/elektroinstrument/pajka-cvetnyh-metallov.html
Техника безопасности
Пайка железа оловом – процесс небезопасный. Поэтому надо строго соблюдать меры предосторожности. На руки надеваются защитные перчатки, под паяльник обязательно устанавливается подставка, чтобы разогретое жало не касалось стола и подручных материалов. И сама процедура должна проводиться аккуратно.
При кажущейся простоте паячной операции, на самом деле это серьезная процедура. И относиться к ней надо с большим вниманием. Что-то упустили, неправильно даже приложили, и можно считать, что качество стыка резко упало. Поэтому важно к каждому этапу подходить ответственно, особенно это касается очистки двух стыкуемых изделий из железа.
Источник: https://instanko.ru/elektroinstrument/pajka-cvetnyh-metallov.html
Подготовка
Рабочего места
Паяют всегда при нормальном общем освещении (не хуже 500 люкс), при необходимости создания более комфортных условий применяют источник местного освещения.
Следует позаботиться о хорошей вентиляции. Наилучшие результаты дает вытяжка, при ее отсутствии паяют с перерывами для проветривания помещение от паров канифоли (каждый час при интенсивной работе).
Выбор паяльника по мощности
Паяют паяльниками различной мощности. Обычно исходят из того, что:
- маломощные паяльники (20 – 50 Вт) удобны для работы с электроникой, позволяют паять тонкие провода;
- 100-ваттным инструментом паяют слои меди толщиной не свыше 1 мм;
- 200 Вт и более позволяет паять такие массивные детали, которые изначально требуют применения мощных паяльников.
О мощности прибора легко судить визуально: 50-ваттный паяльник оказывается чуть крупнее авторучки, тогда как 200-ваттный – имеет общую длину примерно 35-40 см.
Паяльника к работе
Перед первым включением следует удалить с корпуса остатки заводской смазки. Их выгорание приводит к появлению дыма и неприятного запаха. Поэтому паяльник включают через удлинитель, выставляя его на улицу через форточку на четверть часа.
Затем молотком проковывают жало паяльника: уплотнение меди увеличивает срок службы. Кончику жала придают форму:
- под углом или на срез – для точечной работы (пример показан на рисунке 5);
- ножевидную – таким жалом одновременно паяют нескольких контактов (характерно для микросхем);
- специальную – ими паяют некоторые разновидности радиодеталей.

Рисунок 5. Пример универсальной заточки жала паяльника и правильного облуживания его рабочей области
Перед тем как начать паять, следует очистить жало от оксидной пленки. Эту процедуру выполняют мелкозернистой наждачной бумагой или бархатным напильником, а также химическим способом: погружением в канифоль. Очищенное жало облуживают припоем.
При необходимости паять в точке можно мощным паяльником. Для этого на его жало накручивают медную проволоку диаметром 0,5 – 1 мм, используя ее свободный конец для нагрева припоя.
Деталей к пайке
Паяют всегда в несколько этапов. Сначала готовят поверхность металлического проводника:
- удалением окисной пленки с последующим обезжириванием;
- облуживанием (нанесение слоя олова на входящие в контакт поверхности).
Затем можно соединять детали.
Обязательно зачищают провода, бывшие в употреблении.
Окисную пленку снимают напильником, наждачной бумагой, лезвием ножа. В случае гибких проводов обрабатывают каждую проволоку.
Изоляцию эмалированного провода удаляют протаскиванием по поверхности ПВХ-трубки, к которой его прижимают нагретым жалом.
Признак готовности – равномерно блестящая поверхность без остатков оксидной пленки.
Паяют всегда с обезжириванием, т.е. протирают поверхность безворсовой тканью или салфеткой, смоченной ацетоном или уайт-спиритом.
У новых проводов окисная пленка отсутствует. Их облуживают сразу после удаления изоляции.
Залудить медный проводник необходимо под флюсом, после прогрева припой должен покрыть поверхность металла тонким слоем. При наличии наплывов паять не рекомендуется, провод располагают вертикально, проводя паяльником сверху вниз. Излишек расплавленного припая при этом перетекает на жало.
Источник: https://instanko.ru/elektroinstrument/pajka-cvetnyh-metallov.html
Количество использованных доноров: 6
Информация по каждому донору:
- https://prosvarku.info/rashodnye-materialy/flyus-dlya-pajki-nerzhavejki-olovommoshhi-olova: использовано 1 блоков из 5, кол-во символов 1332 (4%)
- http://met-all.org/obrabotka/prochie/pajka-nerzhavejki-domashnih-usloviyah-pripoj-flyus-video.html: использовано 2 блоков из 6, кол-во символов 2416 (7%)
- https://metalloy.ru/obrabotka/pajka/nerzhavejki: использовано 2 блоков из 6, кол-во символов 2677 (8%)
- https://svarka.guru/payka/tehnik/nerzhaveyki.html: использовано 10 блоков из 11, кол-во символов 6223 (19%)
- https://instanko.ru/elektroinstrument/pajka-cvetnyh-metallov.html: использовано 11 блоков из 15, кол-во символов 15171 (46%)
- https://svarkaipayka.ru/tehnologia/svarka-nerzhaveyki/payka-nerzhaveyki-olovom.html: использовано 2 блоков из 3, кол-во символов 5188 (16%)